MMU2S stottert und produziert nur einen Haufen am Startpunkt
Hi,
Ich habe meinen Drucker mit dem Multimaterial aufgerüstet und ich muss sagen wir hatten keinen guten Start.
Alles was passiert, egal bei welchem druck, ist das das Filament geladen wird und dann am Startpunkt vorne Links einfach ein klecks extrudiert wird und das wars.
Die Software nach dem zusammen bauen wollte ich updaten, aber das hat nicht funkioniert. Der Drucker scheint das MMU aber trotzdem erkannt zu haben.
Es ist auch egal welches Material ich in welchen Slot einlege und ob ich eine "Erste Schicht" kalibrierung oder einen GCode starten will. Immer nur "Batz".
Über Hilfe würde ich mir sehr freuen.
Best Answer by Manu M:
Läuft. Es war zwar nirgends in den Assembly Instructions beim Preflight erwähnt, aber man muss den IR Sensor am Hotend neu Kalibrieren.
RE: MMU2S stottert und produziert nur einen Haufen am Startpunkt
Software Update hat nichts geholfen, Filament sensor am Druckkopf sowie die Anleitung der Losen Schrauben des ersten Motors das das Filament am Drucker sieht hat nichts geholfen.
( https://help.prusa3d.com/en/article/mmu2s-idler-unable-to-move-freely_1996)
RE: MMU2S stottert und produziert nur einen Haufen am Startpunkt
Läuft. Es war zwar nirgends in den Assembly Instructions beim Preflight erwähnt, aber man muss den IR Sensor am Hotend neu Kalibrieren.
RE: MMU2S stottert und produziert nur einen Haufen am Startpunkt
@manum
Der IR-Sensor muss generell passend eingestellt werden.
Egal ob mit, oder ohne MMU.
Es kann Dir auch passieren das Du den nach längerer Nutzung neu einstellen musst.
Wenn viel Wärme im Spiel ist, in einem Schrank z.B., kann Dir das auch während des Drucks passieren.
Das äußert sich dann so das der Drucker einen Filamentwechsel durchführen möchte.
Ist ein wenig ärgerlich.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: MMU2S stottert und produziert nur einen Haufen am Startpunkt
Servus, ich hänge mich mal hier mit meiner zugehörigen Frage an. Ich habe den MMU2S heute in Betrieb genommen und auch drei Stunden damit verbracht, ihn mal zum Drucken zu kriegen - gottlob hab´ ich ja Erfahrung mit meinem i3MK3s, sonst wäre ich vermutlich verzweifelt. Der IR-Sensor des MMU2 ist tatsächlich genauso zickig wie beim i3MK3s - wenn man die Schrauben fest anzieht, springt das Mistding doch plötzlich wieder auf Null, obwohl noch der 1,5mm Inbus im Getriebe steckt... Muß mir mal wie Karl-Herbert eine LED in den Kamin bauen, um die einwandfreie Funktion des IR-Sensors sehen zu können, anstatt immer im Menü wieder den Sensorstatus aufrufen zu müssen, was beim Ladevorgang ja nicht geht.
Hier aber meine Frage: Mein Extruder produziert jetzt auch am Anfang vorne links einen echten "Haufen", so dick, daß die Düse negativ abgeformt wird; danach zieht der Extruder nach rechts weg und produziert einen sehr langen Purge-Streifen, einmal hin, und einmal her wuer über die Vorderkante - beim i3MK3s sind diese Purge-Streifen nur ca 10cm lang.
Ist dieser Haufen normal und die Purge-Länge auch?
Danke, Grüße
Chris
I try to give answers to the best of my ability, but I am not a 3D printing pro by any means, and anything you do you do at your own risk. BTW: I have no food for…
RE: MMU2S stottert und produziert nur einen Haufen am Startpunkt
@justme3d
Hallo Chris,
Glückwunsch zur MMU2 😀 😏 😉
1. Ist dieser Haufen normal? Nein! Dafür kann es ganz unterschiedliche Ursachen geben.
Nachdem der IR-Sensor im Kamin auslöst, weil das Filament die Bondtechzahnräder erreicht hat, wird Filament bis zum Heizblock geschoben und sofort wieder zurück gezogen, um zu prüfen, ob das Hotend frei ist und nicht evtl. eine Verstopfung vorliegt. Anschließend wird das Filament bis in die vorgeheizte Düse geschoben und der Druck (purge-line) kann beginnen.
Es kommt also auf die mech. Justierung vom IR-Sensor an, ob der korrekt eingestellt ist und richtig auslöst. Weiterhin bestimmt der Start-GCode im Slicer wieviel Filament in das Hotend nach dem Auslösen des Sensors geschoben wird. Das hängt also von den Einstellungen im verwendeten Slicer ab. Wird dort mit den GCodes T?, Tx, oder T0..T4 gearbeitet? Je nachdem sorgt entweder der Slicer mit seinen GCodes für den Transport vom Filament in die Düse oder die Firmware (T?) selbst.
Also IR-Sensor am Extruder und Start-GCode im Slicer prüfen.
2. Ist die Purge-Länge normal? Ja! Da du mit der MMU2 bis zu 5 verschiedene Filamente in unterschiedlichen Farben und Typen auswählen kannst, ist es erforderlich gewisse Mengen von alten Resten aus dem Hotend zu entfernen, das Hotend also etwas zu reinigen. Wenn man z. B. von schwarzem Filament auf ein weißes wechselt, braucht es sogar leicht 2 von diesen langen purge-linen bis die Farbe einigermaßen passt.
Viel Erfolg!
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: MMU2S stottert und produziert nur einen Haufen am Startpunkt
@justme3d
Die MK3 und MK3/MMU2 Startsequenzen unterscheiden sich etwas:
Purgeline MK3 (Prusa):
G28 W ; home all without mesh bed level
G80 ; mesh bed leveling
G1 Y-3.0 F1000.0 ; go outside print area
G92 E0.0
G1 X60.0 E9.0 F1000.0 ; intro line
G1 X100.0 E12.5 F1000.0 ; intro line
G92 E0.0
M221 S{if layer_height<0.075}100{else}95{endif}
Purgeline MK3/MMU2 (Prusa):
G28 W ; home all without mesh bed level
G80 ; mesh bed leveling
;go outside print area
G1 Y-3.0 F1000.0
G1 Z0.4 F1000.0
; select extruder
Tc
; purge line
G1 X55.0 F2000.0
G1 Z0.3 F1000.0
G92 E0.0
G1 X240.0 E25.0 F2200.0
G1 Y-2.0 F1000.0
G1 X55.0 E25 F1400.0
G1 Z0.20 F1000.0
G1 X5.0 E4.0 F1000.0
M221 S{if layer_height<0.075}100{else}95{endif}
G92 E0.0
Beim Ladevorgang steht die Z-Achse auf 0.4, was auch für den Stau bzw. Kelch am Druckbett sorgt. Hier habe ich den startgcode etwas angepasst, wie z.B.:
; avoid blockages
G1 Z30 F1000
G1 X255 F8000
;
G4 S0 ; wait for selecting correct extruder
T[initial_tool]
; initial load
G92 E0
G1 E60 F300
G92 E0
;
; clean nozzletap (Vorrichtung an der Z-Achse montiert)
;G1 X250 F8000
;G1 X255
;G1 X250
;G1 X255
;G1 X250
;G1 X255
;G1 X250
;G1 X255
;
; go outside print area
G1 X0 Y-3.5 F8000.0
G1 Z5 F1000.0
;
M117 primeline
G1 Z2
G1 X55.0 E16.0 F1073.0
G1 Y-2.5
G1 X5.0 E16.0 F1800.0
G1 Y-1.5 F1000.0
G1 X60.0 E9.0 F2000.0
G1 Z0.30 F1000
G92 E0.0
G1 X240.0 E25.0 F2200.0
G1 Y-0.5 F1000.0
G1 X55.0 E25 F1400.0
G1 Z0.20 F1000.0
G1 X5.0 E4.0 F1000.0
G1 Z5.0
G92 E0.0
M82
;
M221 S100
;M221 S{if layer_height<0.075}100{else}95{endif}
G90 ; use absolute coordinates
M83 ; use relative distances for extrusion
G92 E0.0
Ich habe mir zum Abstreifen der Düse nach dem Ladevorgang ein kleines Hilfstool gebastelt:


Für den MM Druck verwende ich nach wie vor noch den Purgetower zum wechseln der verschiedenen Filamentfarben, was eigentlich recht gut funktioniert. Sollte einmal mit verschiedenen Filamenttypen gedruckt werden, kann man zur Temperatursteuerung dieses Makro, welches ich auch verwende, fürs Postprozessing inkludieren:
Zur besseren Übersicht zum aktuellen Sensorstatus habe ich mir 2 LED's installiert - eine am Extruder Sensor, die andere am MMU2 Sensor.
Es ist recht hilfreich, wenn es mal zu merkwürdigem Ladeverhalten aufgrund von dejustieren Sensoren kommen könnte, was ja nach längerer Betriebszeit durchaus mal passieren kann.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: MMU2S stottert und produziert nur einen Haufen am Startpunkt
@manum
Danke Danke
auch bei mir nach Installation MMUS² nur Haufen am Start.
Nach IR Calibration alles OK 👍 👍
RE: MMU2S stottert und produziert nur einen Haufen am Startpunkt
@greenhorn
Danke für Deine Rückmeldung!
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: MMU2S stottert und produziert nur einen Haufen am Startpunkt
@holger-s3
@karl-herbert
Hallo Holger, hallo Karl-Herbert,
herzlichen Dank für die ausführlichen Erläuterungen und Tips. Ich sehe schon - das wird noch ein langer Winter, bis ich die MMU2S stabil laufen lassen kann - aber das habe ich vorher gewußt und 3D-Druck ist nach wie vor keine Plug&Play-Lösung.
Als erstes habe ich mir mal 5V-LEDs bestellt, um den IR-Sensor besser überwachen zu können; das ist ja kein Hexenwerk. Als nächstes sehe ich dann mal, wie ich den Filamentpuffer in meinem Gehäuse unterbringe, vermutlich vertikal, um die Filamentwege stabil und knickfrei halten zu können. So derart riesig hatte ich mir den Puffer von den Bildern her nicht vorgestellt; der Platzbedarf ist ja immens...
Das Einfädeln des Puffers ist für Männerfinger nicht so der Renner (mal ganz abgesehen davon, daß ich beim Rennradfahren in einer Baustelle gestürzt bin, mir die Strecksehne des rechten Ringfingers abgerissen habe und jetzt 12 Wochen eine Schiene tragen muß.....) - bei Thingiverse gibt´s Lösungen, um den Filamentausgang des Puffers weiter herauszuverlegen, die werde ich mir jetzt mal als erstes drucken. Einfarbig läuft die MMU2S inzischen stabil und ohne Start"häufchen", mit dem G-Code werde ich mich über den Winter mal eingehend beschäftigen; ich lerne immer gerne dazu. Ich hab´ den Drucker zum Basteln auf dem Schreibtisch stehen und bin mal wieder erstaunt, wie miserabel die Ergebnisse werden, wenn man kein Gehäuse verwendet sondern winterliche Zugluft hat. Also wieder ab mit dem Drucker in die Makerspace, sobald ich den Puffer gescheit unterbringe.
Mehrfarbigen Druck kriege ich derzeit noch nicht hin; ich kann zwar manuell zwischen den Filamenten hin- und herwechseln, also immer eines bis zur Düse laden, entladen und das nächste dann bis zur Düse laden, aber beim anschließenden ersten Druckversuch eines Testobjektes von prusaprinters.org wollte dann natürlich genau das zweite Filament dann nicht mehr mitspielen und der Selektor ging auf Block.... Jetzt weiß ich, wie man den Selektor wieder ausbaut und verklemmtes Filament entfernt, auch was wert 🙂 Wie man den Motor allerdings ziehen soll, wenn der Selektor ganz rechts vor dem Motor steht.... ich sehe schon, das kann noch lustig werden...
Kann natürlich auch am verwendeten gcode liegen - statt den vorgefertigten Code zu verwenden und nur die Temperaturen anzupassen, werde ich jetzt mal fix lernen müssen, wie man im PrusaSlicer mehrfarbige Dateien erstellt und sliced, damit ich sicher sein kann, daß mechanische Fehler nicht Software-Ursachen haben und ich mir umsonst einen Wolf suche.
Die Dokumentation des MMU2s finde ich bisher nicht ganz so gelungen. Z.B. frage ich mich, was "Filament schneiden" sein soll. Die Klinge im Selektor ist ja nicht irgendwie beweglich, und ich habe den Sinn der Klinge noch nicht ganz erfasst. Außerdem frage ich mich - ok, die Frage ist jetzt vielleicht dämlich, aber die Funktion "Filament entladen" entlädt ja nur von der Düse zurück zur MMU2s - wie man diejenigen Filamente, die nur vorgeladen sind, aber nicht bis zur Düse durchgeladen sind, wieder komplett entlädt, also zurück auf die Spule? Einfach mit etwas Kraftaufwand gegen die Transportzahnräder herausziehen? Mein Eindruck ist, daß das genau die Krümel und Abschürfungen im Getriebe hinterläßt, die nachher Probleme machen können...
Danke Euch nochmal; Euch eine schöne Woche!
Chris
I try to give answers to the best of my ability, but I am not a 3D printing pro by any means, and anything you do you do at your own risk. BTW: I have no food for…
RE: MMU2S stottert und produziert nur einen Haufen am Startpunkt
@greenhorn
Danke für die Rückmeldung - und wieder mal der Sensor. Wie gesagt, eine Kontroll LED kann hier unglaublich viele Fragezeichen auflösen. Wäre schön, wenn Prusa dies von Haus aus installiert hätte. Der Materialaufwand ist ja nicht groß (3 SMD Bauteile).
@justme3d
Der Schneidevorgang am Selektor ist viel mehr ein Quetsch-Schneidevorgang. Eigentlich müsste dort eine eigenes bewegliches Element dafür verwendet werden. Aus diesem Grund habe ich die Klingen stabilisiert, beidseitig schneidend und näher an die Filamentbohrung positioniert. So funktioniert der Schnitt einigermassen ohne die Klingen zu verschieben oder das Filament nur abzuquetschen.
Filament entladen hat die Funktion, dass das Filament aus dem Extruder, zurück in Filament MMU2 Startposition transportiert wird. Und das Laden wiederum sorgt dafür, dass das Filament in die MMU2 Startposition gebracht wird bzw. das Vorhanden sein eines solchen geprüft wird damit es bereit für den Extruder Ladevorgang ist.
Zur besseren und sicheren Funktion der MMU2 beitragend, schmiere ich gelegentlich die Führungswellen und das Trapezgewinde und entferne auch evtl. vorhandene Filamentreste (Fäden).
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: MMU2S stottert und produziert nur einen Haufen am Startpunkt
Ich hatte dasselbe Problem und brauchte auch reichlich Zeit, bis ich kapiert habe, dass es am (bereits kalibrierten) IR Sensor lag. Der Kamin ist m.M.n. eine Fehlkonstruktion. Aber ich konnte es einfach lösen, indem ich einen Schnipsel Papier gefaltet und unterlegt habe und so den Kamin mit Sensor etwas mehr zum Arm hin "gekippt" habe. Jetzt läuft es prima. Quick & dirty...
RE: MMU2S stottert und produziert nur einen Haufen am Startpunkt
@marcus-m3
Ich habe die "Kaminversion" etwas höher übersetzt und funktioniert damit recht zuverlässig. Allerdings auf einer BMG Extrudervariante montiert:
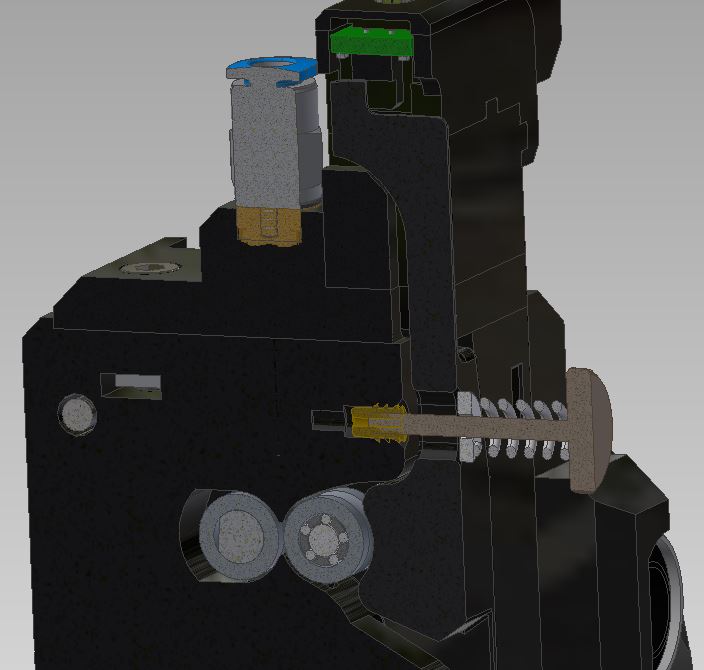
Das Sensorgehäuse ist seitlich feinjustierbar:
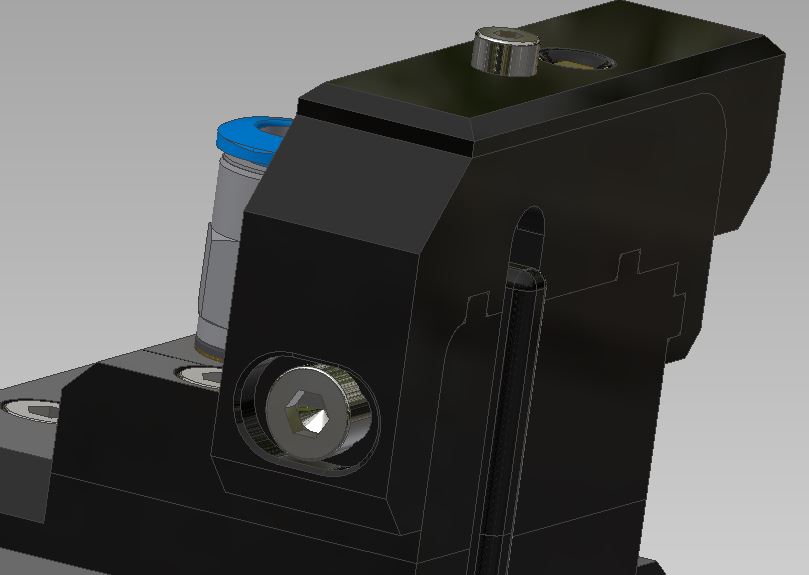
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: MMU2S stottert und produziert nur einen Haufen am Startpunkt
Hallo zusammen , ich muss hier auch nochmal eine Frage stellen , die mich nicht los lässt .
Also Kalibrierung beider Sensoren durchgeführt . Direkt bei dem Zusammenbau nach Anleitung . Also mehrfach probiert und getestet .
Ich hatte auch bisher noch nie ein Problem mit dem erkennen . Ich hatte dort auch viel Augenmerk drauf gelegt , da ich schon öfters von den Problemen gelesen hatte (vor dem Kauf). Zumindest gab es nie eine Fehlermeldung oder eine gefühlte Auffälligkeit .
Ich habe aber immer beim Start diesen Knubbel am Anfang der Purgeline.
Ich hab heute den Post gelesen und wurde direkt stutzig . Ich hab heute auch nochmal geprüft und nachgestellt . Also der Sensor erkennt in jeglicher Stellung vom Extruder und Bewegung das Filament oder den Sechskant.
Ich habe auch mal die Vorspannung verstellt , aber das macht dem Sensor und der Erkennung auch nichts …
Ich hab jetzt ne halbe Stunde geschaut , ob es noch was gibt was ich da übersehe . Aber die Erkennung funktioniert .
Ich hab dennoch den Knubbel am Anfang ?
Der Startcode ist der Standard von Prusa. Daran hab ich nichts geändert .
Übersehe ich etwas ? Das Filament wird auch sauber eingezogen und es gibt nen Rückzug . Er bleibt beim Start ja sogar auf der Stelle stehen und fängt an zu fördern.

Das Problem sitzt meist vor dem Gerät, aber auch dafür sind Lösungen da 😉
RE: MMU2S stottert und produziert nur einen Haufen am Startpunkt
Hier mein Startcode ohne der Header :
;go outside print area
G1 Y-3 F1000
G1 Z0.4 F1000
; select extruder
Tc
; purge line
G1 X55 F2000
G1 Z0.3 F1000
G92 E0
G1 X240 E25 F2200
G1 Y-2 F1000
G1 X55 E25 F1400
G1 Z0.2 F1000
G1 X5 E4 F1000
M221 S{if layer_height<0.075}100{else}95{endif}G92 E0
; Don't change E values below. Excessive value can damage the printer.{if print_settings_id=~/.*(DETAIL @MK3|QUALITY @MK3).*/}M907 E430 ; set extruder motor current{endif}{if print_settings_id=~/.*(SPEED @MK3|DRAFT @MK3).*/}M907 E538 ; set extruder motor current{endif}
Das Problem sitzt meist vor dem Gerät, aber auch dafür sind Lösungen da 😉
RE:
Das passiert nach dem Laden des Filaments. Beim Ladevorgang steht der Kopf am Anfang der Purgeline (Z0.4) und legt dort überschüssiges Filament ab, bevor er mit dem Druck der Purgeline beginnt. Füge einfach in den Startcode eine höhere Z-Position ein, damit das geladene Filament Raum hat und nicht auf die Druckplatte gequetscht wird. Wenn Du einen Retract und kurze Verweilszeit (z.B. G4 S10) einfügst, hast Du auch noch etwas Zeit das überschüssige Filament zu entfernen.
Ich habe es anders gelöst und mir einen Abstreifer gebaut. Dort wird das Filament geladen, abgestreift und anschl. mit der Purgeline der Druck gestartet. So etwas in dieser Art: https://www.prusaprinters.org/prints/14159-the-original-retractable-purge-mechanism-for-multi
Da finden sich einige Konstruktionen im Netz.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: MMU2S stottert und produziert nur einen Haufen am Startpunkt
Guten Morgen und danke für die schnelle Antwort.
Das ist mit dem Abstreifer finde ich eine gute Sache ! Hab ich mir schon angesehen 😉 Mir ging es jetzt nur generell um das Verhalten. Die ersten Posts lesen sich so, als wäre der Blob nicht richtig und würde auf eine falsche Kalibrierung hinweisen. Da kann ich mich aber Wund kalibrieren, denn das wird nichts ändern. Die Sensorik funktioniert sauber.
Ich habe gestern in einem englischen Forum gelesen, dass es ggf. etwas mit dem Befehl Tc zu tun haben soll. Es soll auch wahrhaftig nicht gewollt sein. Da ich das Verhalten aber nicht im PurgeTower oder sonst wo habe, stört es mich nicht groß. Ich passe den GCode mal an und dann gucken wir weiter.
Das Problem sitzt meist vor dem Gerät, aber auch dafür sind Lösungen da 😉
RE: MMU2S stottert und produziert nur einen Haufen am Startpunkt
Hi,
Ich habe meinen Drucker mit dem Multimaterial aufgerüstet und ich muss sagen wir hatten keinen guten Start.
Alles was passiert, egal bei welchem druck, ist das das Filament geladen wird und dann am Startpunkt vorne Links einfach ein klecks extrudiert wird und das wars.
Die Software nach dem zusammen bauen wollte ich updaten, aber das hat nicht funkioniert. Der Drucker scheint das MMU aber trotzdem erkannt zu haben.
Es ist auch egal welches Material ich in welchen Slot einlege und ob ich eine "Erste Schicht" kalibrierung oder einen GCode starten will. Immer nur "Batz".
Über Hilfe würde ich mir sehr freuen.
Läuft. Es war zwar nirgends in den Assembly Instructions beim Preflight erwähnt, aber man muss den IR Sensor am Hotend neu Kalibrieren.
Hier noch der kurze Hinweis das es in der Anleitung Punkt 8 Schritt 10 aber schon steht. Dort wird der Sensor direkt kalibriert.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: MMU2S stottert und produziert nur einen Haufen am Startpunkt
Guten Morgen zusammen,
@Karl-Herbert : Danke für den Tipp mit der Z Höhe am Start. Ich bin in kleinen Schritten von 0.4 auf 1.0 gegangen.
Die Z 1.0 war dann ok. Das kleine Häufchen entsteht zwar immer noch, der Düse versinkt nicht drin. Es scheint faktisch ein Problem mit dem Tc Befehl zu sein. Hab jetzt viel gelesen und es gibt etliche User mit dem Problem nach dem Umbau auf die MMU2S. Ich hatte das vorher auch nicht.
Und nochmal wichtig, es hat nichts mit dem Filamentsensor am Extruder zu tun. Der arbeitet bei mir seid dem ersten Tag ohne Probleme. Die LED habe ich mittlerweile auch eingelötet, weil es sich dann besser beurteilen lässt. Aber man kann auch gut übers Display den Zustand ablesen.
Das Problem sitzt meist vor dem Gerät, aber auch dafür sind Lösungen da 😉
RE: MMU2S stottert und produziert nur einen Haufen am Startpunkt
Wie gesagt ginge es auch ohne "Häufchen". Eine Möglichkeit wäre: Auf Z30 positionieren, Filament laden (kann man im Slicer beeinflussen), Faden bzw. Rest an der Düse oder am Druckbett entfernen, auf Z0.4 positionieren und Purgeline bzw. Druck starten. Zum Entfernen der Reste kann man eine Verweilzeit oder eine Pause einfügen. Der Prusaslicer und auch andere Slicer (S3D, Cura...) bieten genug Möglichkeiten den Startcode zu beeinflussen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.