Immer wieder Unterextrusion/Verstopfung mit MMU
Hallo zusammen,
ich versuche die ganze Problematik möglichst knapp zusammenzufassen, damit es schneller zu lesen ist:
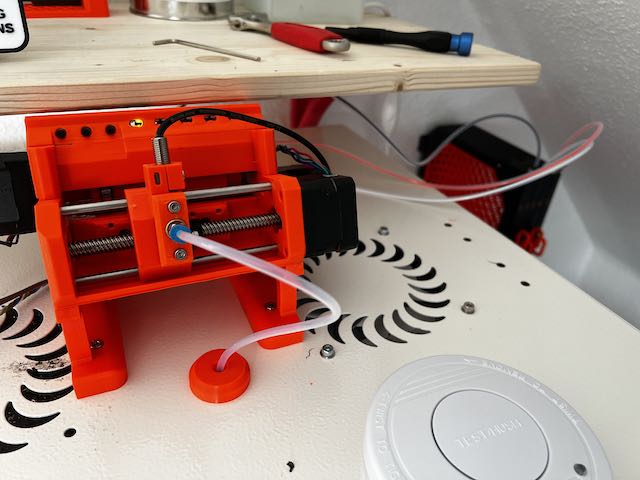
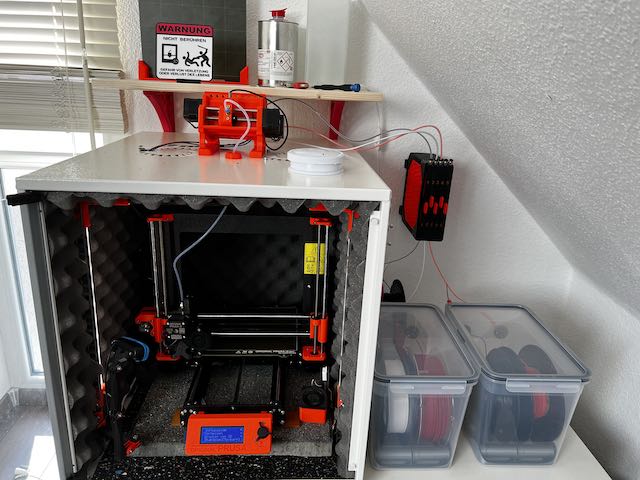
- Prusa i3 MK3s+ und MMU2s, komplett gemodded mit karl-herberts Verbesserungen, alle Schläuche haben einen Innendurchmesser von 3mm! Filamentwechsel klappen absolut problemlos! Der Mod von Karl-Herbert ist absolut spitze!
- Der Drucker druckt absolut problemlos ohne MMU
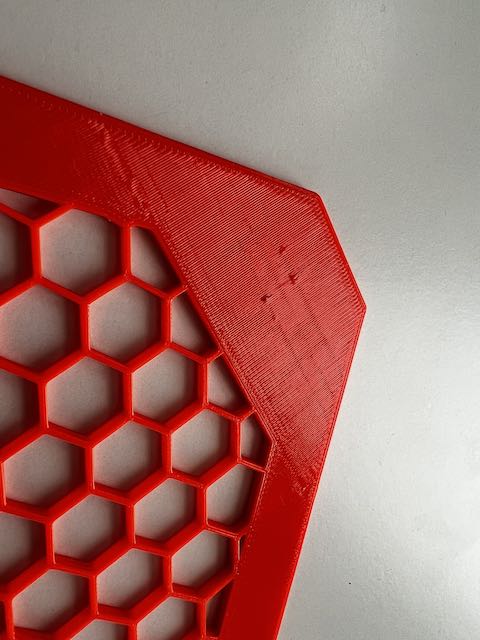
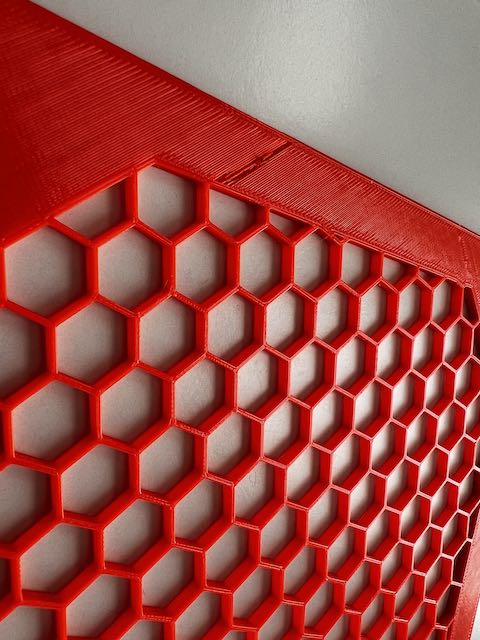
- Mit MMU habe ich immer wieder kleine Verstopfungen/Unterextrusionen/Druckspünge. Also Phasen in denen einfach kaum bis gar nichts extrudiert wird
- Vermehrt passiert dies bei äußeren Perimetern oder beim Flächendruck
Dies habe ich bereits getestet:
- Gleicher GCODE für MMU Druck und Single Druck verwendet: MMU Druck hat hier und da Löcher in der Deckfläche, der Direktdruck nicht. Ich habe das Filament in diesem Fall direkt hinter der MMU in den Schlauch eingefädelt.
- Cold Pull durchgeführt -> kein Restfilament zu sehen
- Düse ausgewechselt, festgezogen mit 2,5Nm @270°C -> kein austreten von Filament zu sehen
- Zulauf Filament in Extruder läuft probemlos
- Extruder-Tür wie folgt verschraubt: Schraube schließt bündig mit Mutter ab
- Unterschiedliche PETG Rollen. PLA habe ich nicht getestet. Mal Prusament, mal SUNLU -> alle zeigen die gleichen Probleme
- Temperatur: Mal 220°C, mal 250°C -> hat keinen Einfluss
Gestern habe ich mir die Zeit genommen und genau den Widerstand vom Düsenkopf bis zur Rolle geprüft. Es läuft wirklich richtig sauber und ohne großen Widerstand. Einzig der Idler bringt die große Reibung rein. Der dreht sich zwar weg, aber das Filament rubbelt noch etwas an den Antriebsmuttern.
Wenn ich mal zufällig bei solchen Fehldrucken beim Drucker war, konnte ich ein leises kleckern des Extruders hören. Genau in dem Moment habe ich am MMU Ausgang den Schlauch entfernt und am Filament gezogen. Der Weg von der Rolle bis MMU absolut sauber!
Dann habe ich mal Filament Richtung Düse gedrückt -> selbst mit viel Kraft blieb das Klackern. HÄÄ?
Ich verstehe es einfach nicht und bin mittlerweile mit meinem Latein am Ende! Am liebsten würde ich die MMU sofort verkaufen, es hat so viel Zeit gekostet, so viel Geld das ich investiert habe. Nun muss ich aber noch ein Projekt abschließen und knapp 30 Bauteile mit Multifarbendruck herstellen. Danach verkaufe die MMU wohl wieder.
Habt ihr noch Ideen?
Kann es sein, dass der Extruder so wenig Kraft hat, dass vielleicht kleine Widerstände im Filamentlauf ihn aus dem Takt bringen?
Liegt es doch irgendwo an der Düse?
ich freue mich über eure Ideen! Vielleicht habe ich ja etwas übersehen.
Anbei ein paar Bilder von den besagten Fehlern im Druckbild und meinem Drucker.
Bei den letzten Drucken habe ich die Rolle aber nicht mehr in der Drybox gehabt, sondern auf einem "Abroller".

RE:
@smutje
Hallo!
Welches Material druckst Du? Verhält sich dies bei allen Materialen so?
Beim Druck von PLA wäre eine Erklärung, dass der Extrudermotor zu warm wird und somit eine gleichmässiger Filamenttransport verhindert wird. Ich hatte ein ähnliches Problem. Ein Lüfter auf dem Pancakestepper brachte Abhilfe.
Das Filament hat in Deiner Konstruktion einen recht langen Weg von der Rolle zum Extruderantrieb zurückzulegen. Sind die Rollen gut gelagert (leichtgängig) bzw. lässt sich das Filament leicht von Hand durch das gesamte Konstrukt (inkl. MMU2) ziehen (ganz wichtig)?
Ich habe diesbzgl. keine Probleme, muss aber dazu erwähnen, dass ich einen BMG Extruder verbaut habe.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Immer wieder Unterextrusion/Verstopfung mit MMU
Ich teste es gerade ausschließlich mit PETG. Vorrangig Prusament, ansonsten Sunlu.
Ich gebe dir recht, der Filamentweg ist lang, aber sehr leichtgängig! Zugegeben, die Drybox bringt etwas mehr Reibung rein. Aber ich habe die Aussetzer auch schon ohne Drybox, also die Rolle steht direkt unter dem Buffer auf einem Rollenträger.
Jetzt gerade drucke ich mit Prusament und die Rolle auf dem Rollenträger. Bislang ist der Druck sauber und fehlerfrei, allerdings drucke ich auch mit 0,3 mm Höhe.
Und ich habe da so eine Ahnung, was das Problem sein könnte, zumal du den Stepper ansprichst. Da ich die Fehler eher auf Flächen bekomme, ist der Transport nicht kontinuierlich wie bei Perimetern. Und bei geringen Geschwindigkeiten ist die Reibung ja größer, als bei kleinen (Stick/Slip Effekt).
Jetzt bei 0,3mm Schichthöhe habe ich ja einen größeren Durchsatz, und somit kein/weniger "Stick".
Nun bin ich doch neugierig auf den BMG Extruder, wenn der nicht nur schöner druckt, sondern auch noch mehr Drehmoment hat 😉
RE:
Der BMG ist weit verbreitet, ist mit einem Getriebe ausgestattet, welches eine präzise Extrusion gewährleistet. Vor- und Nachteile des BMG sind oft im Netz beschrieben und es existieren auch eine Menge Varianten mit verschiedenen Hotends im Einsatz. Bei meinem alten MK3 verwende ich noch das originale E3D V6 mit Titanheatbreak, Nickel-Kupfer Heizblock und einem PT100 Sensor für höhere Drucktemperaturen. Gedruckt habe ich alles aus Carbonnylon. (Leicht, gute Zähigkeit und Wärmebeständigkeit). Derzeit baue ich ein ähnliches Modell, allerding mit einem Volcanohotend und Hiwin Führungselementen (fürs Klipperprojekt).
Der Nachbau des BMG ist für Beginner nicht ideal bzw. recht anspruchsvoll. Da ich bzgl. Probleme beim Druck, Zusammenbau und Beschaffung von div. Bauteilen gefühlt tausende Anfragen erhalten habe, habe ich meine Extrudervariante aus der Grabcad Datenbank zurückgezogen. Ich wollte lediglich die Daten zur Verfügung stellen, jedoch keine Dauersupport abgeben.
Falls aber jemand an der Vorlage interresiert sein sollte, kann ich gerne Daten zur Verfügung stellen (STEP und/oder STL). Stückliste oder Funktionsbeschreibung oder sonstige Dokus sind nicht vorhanden.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Immer wieder Unterextrusion/Verstopfung mit MMU
Danke für die Erläuterung. Ich denke, ich belasse es beim normalen Bondtech Aufbau. Der Extruder ist bestellt und ich bin sehr gespannt auf den Unterschied!
RE:
Ich denke Du wirst mit dem Bondtech Original recht zufrieden sein. Kleine Änderung bzgl. max-Z nicht vergessen, wurde aber, wenn ich mich recht entsinne, vom Hersteller oder Vertrieb dokumentiert.
Auf jeden Fall wünsche ich gutes Gelingen!
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Immer wieder Unterextrusion/Verstopfung mit MMU
Ich denke Du wirst mit dem Bondtech Original recht zufrieden sein. Kleine Änderung bzgl. max-Z nicht vergessen, wurde aber, wenn ich mich recht entsinne, vom Hersteller oder Vertrieb dokumentiert.
Auf jeden Fall wünsche ich gutes Gelingen!
Schöne Grüße,
Karl
Ich klinke mich hier mal ein: Wo lässt sich die Z-Max Begrenzung einstellen? Muss dies in der Firmware geändert werden?
Viele Grüße
Rolf
RE: Immer wieder Unterextrusion/Verstopfung mit MMU
Ich denke Du wirst mit dem Bondtech Original recht zufrieden sein. Kleine Änderung bzgl. max-Z nicht vergessen, wurde aber, wenn ich mich recht entsinne, vom Hersteller oder Vertrieb dokumentiert.
Auf jeden Fall wünsche ich gutes Gelingen!
Schöne Grüße,
Karl
Ich klinke mich hier mal ein: Wo lässt sich die Z-Max Begrenzung einstellen? Muss dies in der Firmware geändert werden?
Viele Grüße
Rolf
Ganz genau kann ich Dir diese Frage nicht beantworten - jedenfalls gibt es im Slicer eine Einstellung unter Druckereinstellungen mit der Bezeichnung "max. Druckhöhe". Ich habe es jetzt nicht ausprobiert, aber es wäre naheliegend, dass diese Höhe schlagend wird, solange Du Dich unter der Höhe bewegst, die in der Firmware für den Drucker als maximale Höhe dort hinterlegt ist.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Immer wieder Unterextrusion/Verstopfung mit MMU
In der Firmware die ich für meinen Clone konfiguriert (Marlin 2.0) habe ist jedenfalls auch für die z-Achse der maximale Wert hinterlegt - müsste also auch für alle originalen Prusa gelten.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Immer wieder Unterextrusion/Verstopfung mit MMU
Ich melde mich zurück und kann einen Erfolg verzeichnen: jetzt hatte ich endlich mal einen Grund das BMG Upgrade durchzuführen.
tatsächlich sind die Probleme nun weg, der neue Extruder hat wesentlich mehr Drehmoment, um einen Widerstand im Filamentlauf zu überwinden.
nebenbei bemerke ich, dass die Druckqualität gerade mit dem Sunlu PETG sichtlich verbessert wurde. Hier habe ich vorher noch mit blobs und starkem Strining gekämpft. Selbst Niedrigste Temperatur und 2mm Retraction haben wenig geholfen.
seit dem Upgrade sind die Blobs komplett weg.
Habe die Firmware von bondtech aufgespielt und danach einen hardreset durchgeführt. Kann ich dem Zuge nur empfehlen.
RE:
Der Parameter max-Z (in der Datei configuration_prusa.h -> define Z_MAX_POS 205) lässt sich leicht in der Firmware ändern. Allerdings muss diese dann neu kompiliert und geflasht werden, was ja bei der MKx Serie kein Problem darstellen sollte.
Bondtech hat aber anscheinend auch Optimierung zum Ladeprozess integriert: https://www.bondtech.se/knowledge-base/firmware-updates-for-prusa-i3/
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.