Severe pillowing when switching to input shaping
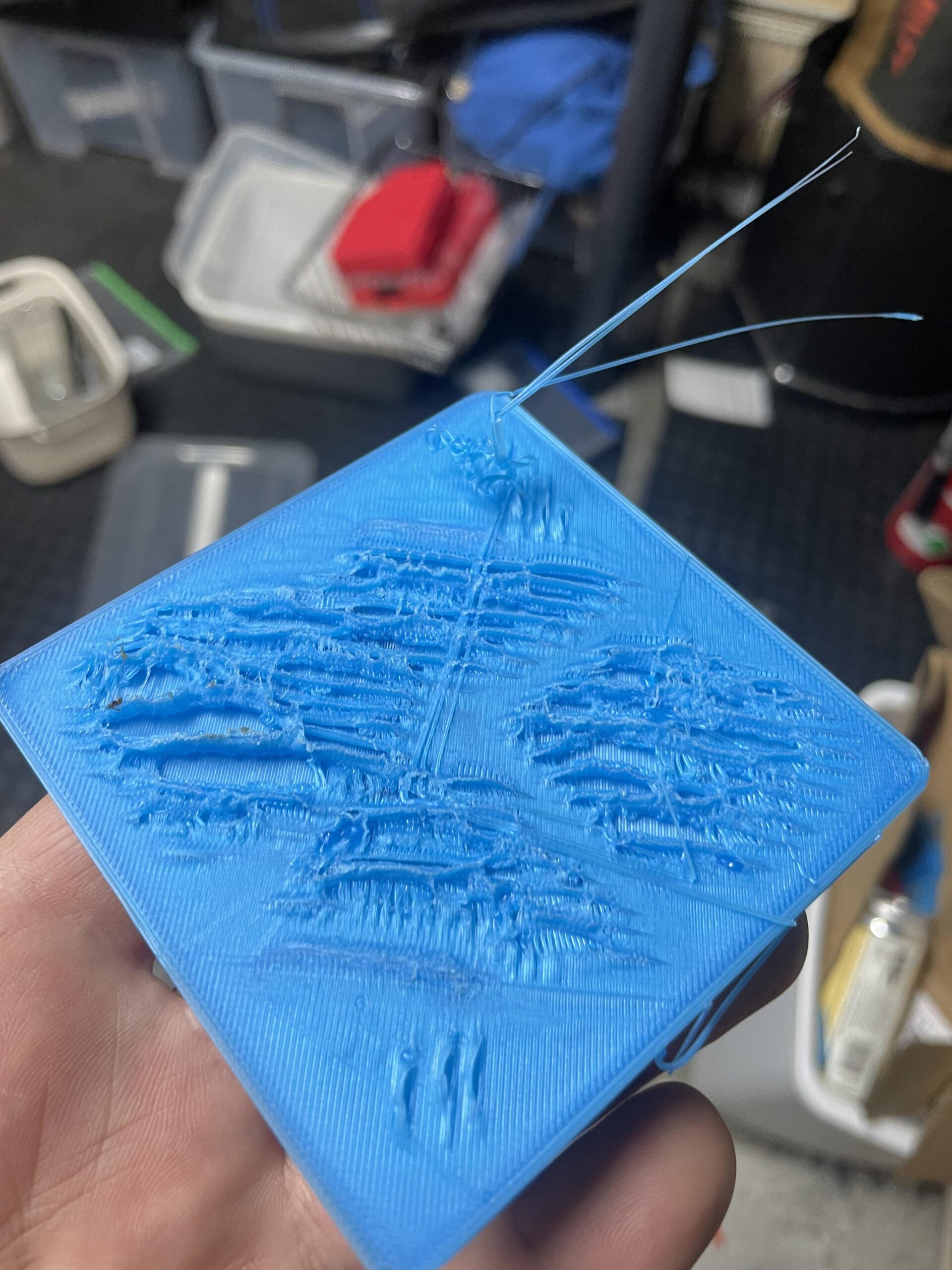
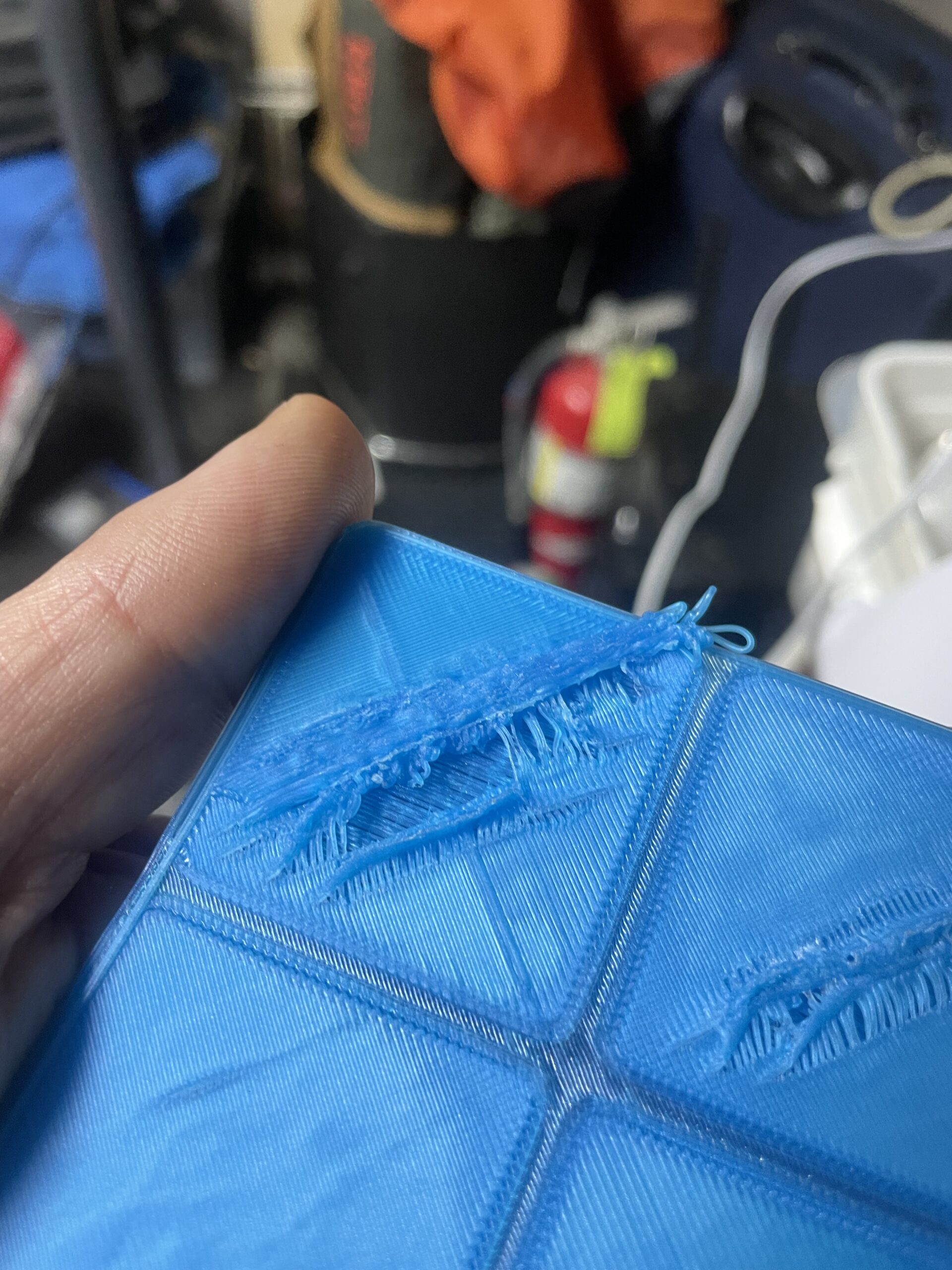
This happened three times straight. I don't really know where to start with details. I'm at 20% gyroid after reading I need more support. I lowered my temps a tad. I've printed a few other things with less artifacting but it hasn't exactly been pretty. I've got an exaust fan. It's set up in a basement with an enclosure. I tried the last one unzipped and it at least finished the print even if it was severely disfigured. The first two were so pillowed that the model caught the nozzle and knocked the plate off.
Best Answer by FoxRun3D:
I'm getting fine results with the default generic PLA settings at 230/220 degrees with Mini IS (unlike the IS on my Mk4s, which perform less than impressive).
But I noticed that you have the layer height set to 0.4 mm. In general, layer height should not exceed 80% of the nozzle diameter, which is 0.32 mm for a 0.4 mm nozzle. And with IS I certainly wouldn't go there. Prusa doesn't even provide a 0.3mm predefined profile for the Min with IS.
RE: Severe pillowing when switching to input shaping
Note I included the settings file. This is a standard gridfinity 2x2 bin.
If there’s a way to post my settings more easily please let me know, I’m new to this
RE: Severe pillowing when switching to input shaping
tried again w slower top layer speed and a fan near the printer.
what’s happening is the first layer over the fill is going down fine but the solid layer above that isn’t sticking to the one below. So the bridging works but doesn’t get stuck to. You can see the bridging intact in this photo.
RE: Severe pillowing when switching to input shaping
If there’s a way to post my settings more easily please let me know
Set up your project in Prusaslicer, go to File and click on Save as project. Save the 3mf file, then zip compress it and upload it here. The 3mf file contains the STL and your settings so we see the project exactly as you do.
Have you tried *higher* temperatures, which may be necessary for input shaper?
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE:
2x2Bin.3mf Here's this. @fuchsr
Yeah I tried the default, raised the nozzle temps by 4 degrees and the bed by 6, then I split the difference.
RE: Severe pillowing when switching to input shaping
Bed temperature shouldn't matter. It's the nozzle temperature that will make the biggest difference -- at the flow rate input shaping profiles can push, 225c is *way* too low. What will happen is the flow rate will oscillate as the filament clogs and then flows through the nozzle tip, resulting in under-extrusion and bad adhesion to previous layers (which would result in curling).
Bump nozzle temperature for "other layers" to 235c or 240c and see what happens.
RE: Severe pillowing when switching to input shaping
I'm getting fine results with the default generic PLA settings at 230/220 degrees with Mini IS (unlike the IS on my Mk4s, which perform less than impressive).
But I noticed that you have the layer height set to 0.4 mm. In general, layer height should not exceed 80% of the nozzle diameter, which is 0.32 mm for a 0.4 mm nozzle. And with IS I certainly wouldn't go there. Prusa doesn't even provide a 0.3mm predefined profile for the Min with IS.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Severe pillowing when switching to input shaping
@carlmmii Got it. I was going with the temps on the prusament spool.
@fuchsr got it. I think I was going off of someone who said first layer should be 150% to 200% of other layers. I'll adjust both of these things and see.
I managed to get one decent print but it's gone back to blobbing.
RE: Severe pillowing when switching to input shaping
appears to be working. Thanks ya'll