Quality issue (defects in print continuity)
Hi,
I would like to ask you for some advice about my prints. Bellow, I attached a few photos of the last prints where you can see some defects/losses of filament (PETG). What can cause that? I use standard print settings from Prusa Slicer. Situatuin is a little better when I use PLA but still problem appears. I would be grateful for your help.




RE: Quality issue (defects in print continuity)
Looks like under extrusion from the photos. Probably a partially clogged nozzle or blocked filament path. Check out https://help.prusa3d.com/article/cold-pull-mini_126399 for instructions on cold pulls. Also check the hotend that you don't have anything stuck in the PTFE tube. See https://help.prusa3d.com/guide/how-to-replace-a-hotend-ptfe-tube-mini-mini_119449
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Quality issue (defects in print continuity)
Looks like your PETG is moist. You should dry it at 55-60 celcius for about 4-6 hours before print.
RE: Quality issue (defects in print continuity)
Hi Guys!
Thanks a lot for your advice. I did both actions and think that helps. Just finish my second Single Drawer (on the right) from "Gen2 Modular Mini Edition Lack Enclosure Drawers" and it looks much better than first one. Thanks a lot!

RE:
Unfortunately a new problem appears...
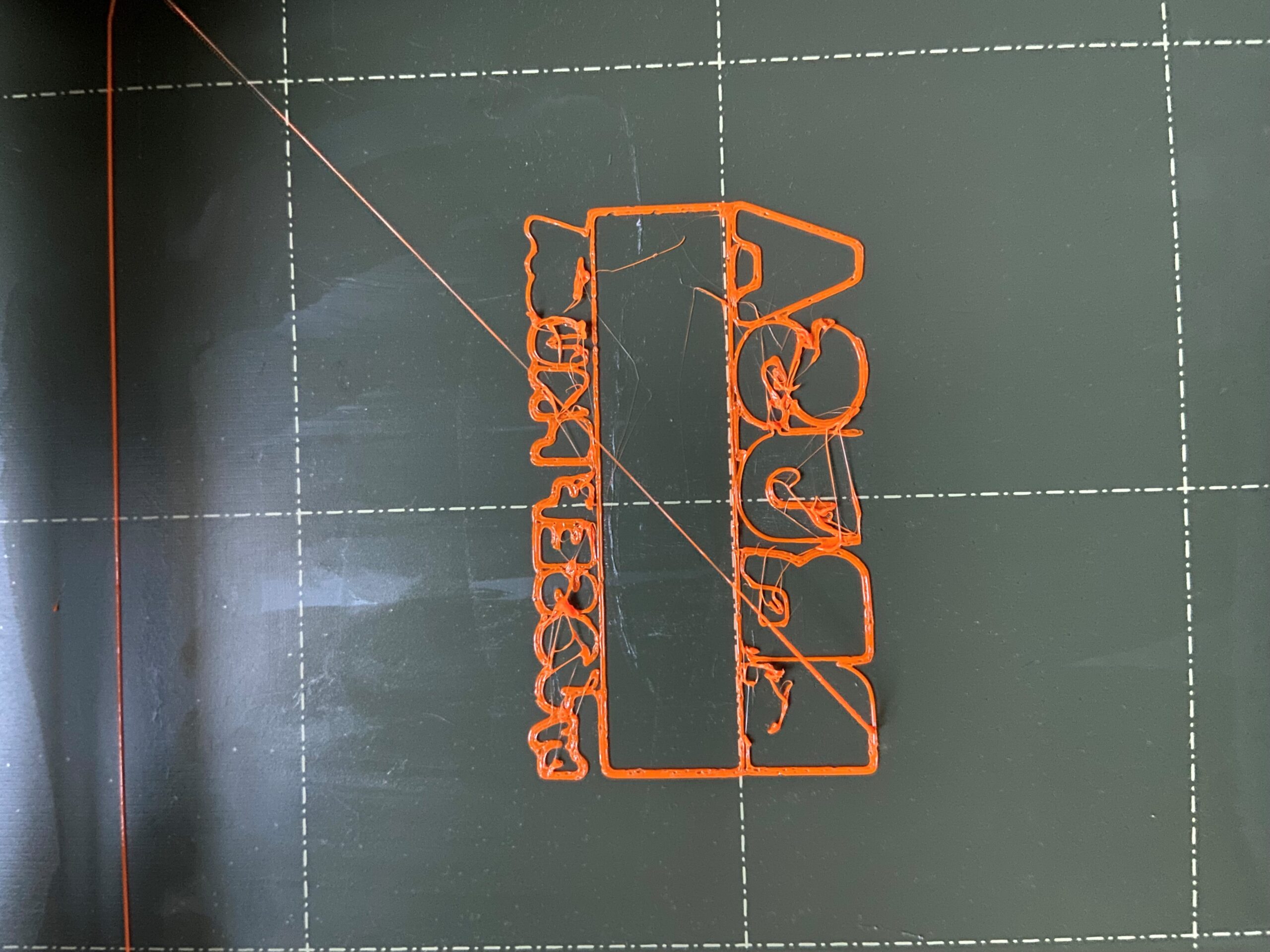
I try to print This project, and when I have a big problem with text. I tried to change all speeds in settings and did a lot of attempts but it still looks like on photo. Every time nozzle is hooked with print. Do you have any advice?
RE: Quality issue (defects in print continuity)
Can you zip and attach the .3mf file you used for printing this?
RE: Quality issue (defects in print continuity)
Here it is wet-palette-3_0.15mm_PETG_MINI_2h19m.gcode
RE: Quality issue (defects in print continuity)
Do you have any advice?
This is not an easy first layer to print. First, make sure your sheet is squeaky clean. On that last photo it looks like there's "opportunity for improvement" 🙂 Use lots of hot water and dish washing soap. Rinse, dry, and then clean with 90%+ isopropyl alcohol.
Next, I'd rerun my first layer calibration. Again from the last photo, it looks like Live is too low and the nozzle may dig into the filament. I use this https://www.prusaprinters.org/prints/105404 to optimize my Live Z setting.
Hopefully, between cleaning the sheet and optimizing your Live Z, this should address the issue. Next steps would be slowing down the first layer print. As a last resort, I have had prints with a lot of fine detail on the first layer that required a thin layer of Layerneer or Magigoo (or even simple glue stick) to work.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE:
I'm going for filament still wet, first layer not low enough, and bed way to dirty. Clean sheet as advised, dry filament more, as advised and lower your first layer slightly.
Should be an easy print.
RE: Quality issue (defects in print continuity)
I used a glue stick (standard) for for steel sheet and it always looks like that.
I put my PETG prusament for Sunlu S2 for 12 hours before print but I try to do it one more time.
The different opinions you have with Live Z settings so I try it both 🙂
I'll be back with feedback 🙂
RE: Quality issue (defects in print continuity)
The different opinions you have with Live Z settings so I try it both 🙂
Hey, that's the beauty of the interwebs, you can always get any opinion you want 🙂. More seriously, it's often hard to gauge from pictures how low/high the nozzle is. The key here is, make sure you have a good Live Z.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/