Haftungsprobleme mit der ersten Schicht
Moin zusammen,
seit dem Update der FW auf 5.1 hatte ich massive Haftungsprobleme. Immer wieder warping. Ich sollte auch die 5.1 alpha laden - brachte aber nichts. Im Rahmen der Fehlersuche habe ich die Betttemperatur mit einem Laserthermometer geprüft: 60° eingestellt 50-51° gemessen. 70° eingestellt 60.61° gemessen. Das hatte ich dem Support auch mitgeteilt. Die meinten solche Messungen sind nicht genau und wollten nicht weiter drauf eingehen. Natürlich habe ich auch den Thermistor geprüft und den elektrischen Widerstand des Heizelementes - alle Werte waren laut Prusa ok. Eine temporäre Verbesserung brachte die dauerhafte Erhöhung der Betttemperatur auf 70° bei PLA. Habe so ohne Probleme einige Drucke machen können. Nun hatte ich gestern 2x direkt hintereinander Spagetti auf dem Bett. Absolut keine Haftung. Es wurde 4-5 Schichten gedruckt, dann löste sich der Druck. Das Bett wird nach jedem Druck mit Spülwasser gereinigt.Ein erneuter Kontakt mit dem Chat führte dazu, dass ich den Drucker komplett zurück gesetzt habe. Alle darauf folgenden Tests wurden ohne Probleme durchgeführt. Der darauf folgende erste Druck ging wieder total in die Hose. Es sah aus als wenn die erste Schicht kaum Kontakt zum Bett hat. Habe anschließend Prusa erneut kontaktiert und sollte das gleiche Objekt mit nur der ersten Schicht drucken. Es wurde nichts an den anderen Einstellungen verändert. Das Ergebnis war top. Bei drei weiteren Drucken immer noch alles ok. Ich frage mich woran dass liegen kann? Auf dem Foto sind die drei Drucke nach dem Werksreset zu sehen. Nr 1 ohne Haftung 1mm hoch N 2 und Nr 3 top Haftung nur 1. Schicht.
Übrigens waren die Haftungsprobleme mit und ohne Input Shaper vorhanden. Mal klappt der Druck und dann mal wieder nicht? Habt ihr eine Idee woran das liegen kann?
Danke und Gruß
Ingo
RE: Haftungsprobleme mit der ersten Schicht
Moin Tüftler,
nach Einspielung der 5.1 hatte ich auch diese Probleme, aber weiss nicht, wie man "Z" noch beeinflussen kann!
Neunzig
RE: Haftungsprobleme mit der ersten Schicht
Moin, wenn es vorher funktioniert hat, sieht es ja eher danach aus , dass es einen Fehler in der Software gibt. Kannst du die Betttemperatur mal bei dir nachmessen? Bei mir bekomme ich jetzt nur noch eine gut Haftung bei PLA hin, wenn ich das Bett auf 70° statt auf 60° laufen lasse. Bei meiner Hardware habe ich nichts verändert. Der Drucker wurde als fertiges Gerät gekauft. Tja und Prusa meint immer nur dass mein Thermometer zu ungenau ist. Aber wenn die Lösung eine höhere Temperatur ist kann es nicht an der angeblichen Ungenauigkeit meines Messgerätes liegen. Ich will ja nicht um 2-3° feilschen, aber 10° Ungenauigkeit hat mein Gerät auch gar keinen Fall.
RE: Haftungsprobleme mit der ersten Schicht
Ich hatte nach dem Update auf die 5.1 keine Haftungsprobleme bei PLA. Da fahre ich immer noch mit 60° Bett-Temperatur und die erste Schicht ist immer noch Top und die Haftung manchmal sogar zu gut. Bei sehr kleinen Druckobjekten mit nur wenigen mm Höhe geht der Druck gar nicht mehr mit dem gedruckten Spatel ab (der auf dem mitgelieferten USB-Stick vorgeslict war), sondern nur noch mit einen Metall-Japanspachtel. Ein Unterschied von der 5.0 Version zur 5.1-Version konnte ich nicht feststellen.
Ich hatte gleichzeitig aber auch den Prusa Slicer auf 2.7.0 incl. der Profile upgedatet. Vielleicht liegt es an der Kombination der Versionen von Firmware/PrusaSlicer/Prusa-Profile?
Mein MK4 ist auch ein Fetiggerät gewesen und ich habe nix an der Hardware geändert.
RE: Haftungsprobleme mit der ersten Schicht
Moin, inzwischen ist es besser geworden bei mir, allerdings nur wenn ich mit 70° Betttemperatur arbeite. Bei mir zeigt das Laserthermometer ca. 50° bei eingestellten 60° an. Da gibt es natürlich Probleme mit der Haftung. Wenn ich nun auf 70° hoch gehe, funktioniert die Haftung gut. Meiner Meinung nach scheint ein Fehler in der Software zu sein. Prusa sagt allerdings immer nur das Laserthermometer ist ungenau. Das mag sein, aber warum funktioniert es denn mit 70°? Das verwendete Filament war das original Prusa Filament. Gestern habe ich mal mit 65° gedruckt. Da gab es wieder etwas warping.
Kannst du deine Betttemperatur mal nachmessen?
RE: Haftungsprobleme mit der ersten Schicht
Nachtrag:
Habe jetzt mit 2 verschiedenen Temperaturfühlern die Betttemperatur noch einmal gemessen: Dazu wurden die Fühler zwischen dem Heizbett und dem Druckbett gelegt. Ich habe mit verschiedenen Temperaturen getestet (70°,80°,90°) und es ergab sich immer eine um 10° geringere Betttemperatur. Die Widerstandswerte des Heizbettes und des Thermistors hatte ich auch nachgemessen und der Support meinte die sind in Ordnung. Also hat entweder die Software einen Bug oder das Mainboard? Hab es dem Support geschrieben. Merkwürdig ist allerdings, dass dieses Problem scheinbar nur selten auftaucht. Mal sehen was die Antworten.
RE: Haftungsprobleme mit der ersten Schicht
Ein berührungsloses Infrarot-Thermometer habe ich nicht. Mit einem normalen analogen Thermometer, was man ja nur auf das Bett auflegen kann, wird man garantiert eine viel zu niedrige Temperatur angezeigt bekommen.
Hast du vielleicht einen leichten Wackelkontakt bei den Kabeln/Steckern? Sind die Stecker richtig drauf? Vielleicht mal abziehen und wieder drauf stecken? Kabel sind auch ok? Vielleicht bist du ja hinten am Bettkabel irgendwie gegen gestoßen und es ist nur ein Zufall, daß das zeitgleich mit deinem Update passierte?
RE: Haftungsprobleme mit der ersten Schicht
Moin, meine Sensoren haben einen Durchmesser von 4 und 5mm. Sie ließen sich einfach zwischen Druckbett und Heizbett schieben. Das Druckbett ist ein dünne Stahlplatte. Die LED leuchtet nicht ständig mit gleicher Intensität. Wenn der Heizvorgang startet, leuchtet sie dauerhaft, dann geht sie an und aus und verändert auch ihre Intensität. Ist das bei dir auch so? Ich werde nachher mal den Stecker am Heizbett öffnen und mir die Kabel anschauen. Da allerdings die Temperaturdifferenz so eindeutig 10° beträgt, glaube ich eher das es ein Softwareproblem ist oder die Hardware vom Mainboard nicht in Ordnung ist. Nun wurde ja gestern auch eine FW veröffentlicht. Die werde ich auch installieren und testen. Irgendwie alles recht ärgerlich bei einem fertig aufgebautem Drucker.
RE: Haftungsprobleme mit der ersten Schicht
@ Neunzig
Hast du mal versucht mit höheren Betttemperaturen zu drucken? Wenn ja war die Haftung dann auch wieder ok?
RE:
Wenn du deinen Temperaturfühler zwischen Bett und Stahlplatte schiebst, dann misst du sicherlich eine zu niedrige Temperatur. Es ist dann ja ein Luftspalt zwischen Heizbett und Federstahlplatte, d.h. die Federstahlplatte wird nicht mehr richtig geheizt. Du hast dann also von unten die Wärme des Heizbettes und von oben den kühlenden Effekt der nicht richtig durchgeheizten Stahlplatte. Daß du dann konstant 10° zu niedrig mißt würde sich dadurch erklären.
Ich habe gerade mal einen kleinen Testdruck (PLA, Prusament Gravity Grey, Testwürfel 10x10x5mm) gemacht mit einer Bett-Tempeatur von 50°C sowohl für den First Layer als auch für die anderen Layer. Die Haftung ist dabei genauso gut wie mit 60° Bett-Temperatur und der First Layer immer noch perfekt. Ich drucke zwar gerade mit der 0,25er Nozzle, aber das dürfte keinen Unterschied bei der Haftung machen. Deine 10° gemessener Unterschied dürfte also irrelevant sein für die Haftung.
Wenn ich einen Druck bei mir starte, dann leuchtet die LED des Heizbettes während des ganzen Druckvorganges. Da geht nix aus. Wenn ich ganz scharft hinschaue, dann kann es ganz vielleicht sein, daß da absolut minimalste Helligkeitsschrankungen sind. Kann aber auch daran liegen, daß sich das Bett bewegt und sich dadurch der Winkel, mit dem man auf die LED schaut, minimal ändert. Wenn bei dir also die LED zwischendurch richtig ausgeht, dann stimmt an der Hardware etwas nicht. Die ersten Verdächtigen wären da dann die Stecker (nicht richtig drauf) oder ein teilweise Kabelbruch, der sich erst durch die Bewegung des Druckbettes bemerkbar macht und daher die LED zwischendurch ausgeht.
Edit: Tippfehler korrigiert
RE: Haftungsprobleme mit der ersten Schicht
@ Nordlicht
So, habe nun mal die neue FW installiert und mehrere Testdrucke (Schale mit 20x20x10mm uns 1mm Wandstärke) gemacht. Je höher die Temperatur, desto weniger warping, aber selbst bei 80° war immer noch was vorhanden. Habe auch noch einmal alle Kalibrierungen durchlaufen lassen, alles ok und brachte keine Besserung.
Kann es sein, dass der Abstand der Düse zum Bett ggf nicht stimmt? Habe mal ein Bild vom Duck mit 75° beigefügt. Es ist gut zu erkennen, wie Filamentbahnen verlaufen und wo ich die Ecke sich abgehoben hat. Sehen deine Drucke auch so aus?
RE:
Nein. Meine sehen so aus:

Prusament PLA Vanilla White

Prusament PLA Galaxy Black
Ich habe mal zwei herausgesucht, die ich mit der 0,4er Düse gemacht habe, damit das mit deinen halbwegs vergleichbar ist. Ich verwende allerdings immer 0,1 mm Layerhöhe, bei FirstLayer 0,2 mm mit der 0,4er Düse. Bei der 0,25er Düse sind beim FirstLayer von unten gar keine Layer mehr erkennbar, sondern das sieht dann fast aus wie eine Spritzgußfläche. Nur mit dem Digitalmikroskop erkennt man noch die Layer. Allerdings habe ich hier im Gegensatz zum Original-Profil auch dei Layerhöhe des FirstLayer auf 1,2 reduziert. Im Original-Profil sind es 0,2mm, was bei der 0,25er Düse zu offenen Layern führte beim FirstLayer.
Was verwendest du denn für Einstellungen?
Der Druck mit dem Vanilla White ist eine Grundplatte für Teneriffa in 3D. Das wurde allerings noch mit den Vorgängerversionen den PrusalSlicer und Firmware gedruckt. Durck das doch mal mit den gleichen Einstellungen, also einfah die angehängte 3mf-Datei laden und sclicen oder gleich die STL drucken (ist mit InputShaper, da die großflächtige Grundplatte sonst zu lange gedruckt hätte).
RE:
Und hier nochmal die gleiche Ecke der Grundplatte mit einem Digital-Mikroskop aufgenommen:
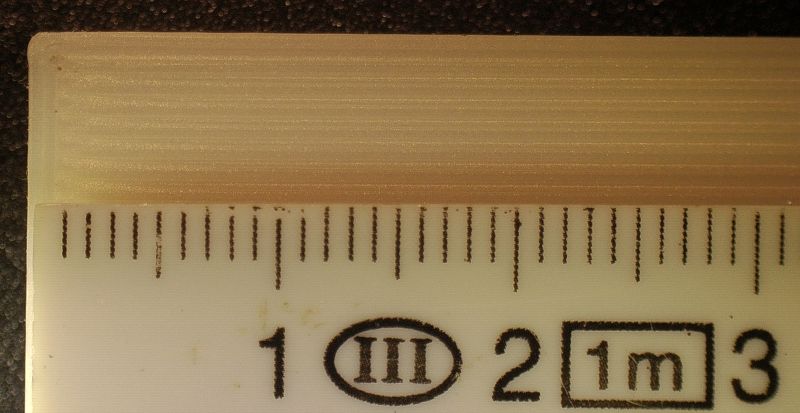
Zum Größenvergleich habe ich einen kleinen Zollstock mitfotografiert.
Edit: Das forum schneidet die linke Ecke ab. Klicke auf das Bild und du siehst das vollständige Foto.
RE: Haftungsprobleme mit der ersten Schicht
Guten Morgen, danke für die Aufnahmen. Ich habe gestern noch einiges probiert, allerdings ohne Erfolg. Also zunächst habe ich die Loadcell getauscht. War eine Empfehlung von Prusa. Nach der Kalibrierung (ohne Probleme) habe ich zunächst 2 80x80mm Flächen (mit und ohne IS) mit nur einer Schicht gedruckt. Ich habe nur die 0.4mm Düse. Anschließend habe ich einige halbe hohle Würfel mit 1mm Wandstärke gedruckt. Ich habe mit verschiedenen Bett- und Düsentemperaturen gearbeitet. Zwar lässt sich sagen, dass bei höherer Betttemperatur die Haftung etwas besser aussieht, aber insgesamt ist immer warping dabei. Mir fällt jetzt nichts mehr dazu ein. Habe ich was übersehen? Als Materialeinstellung nutze ich generic PLA. Habe auch schon Filament von einem anderen Hersteller probiert, ohne Erfolg.
Hast du noch ein

 .
.
RE: Haftungsprobleme mit der ersten Schicht
Was mir noch aufgefallen ist. Wenn ich von IS auf ohne IS wechsle muss ich immer alle Verdindungsdaten (API, IP, Name) im Slicer neu eintragen. Sie lassen sich auch nicht mit copy and paste eintragen, muss alles manuell hineinschreiben. Ist das bei dir auch so?
RE: Haftungsprobleme mit der ersten Schicht
Was mir bei deinem letzten Bild deutlich auffällt: was sind denn das für zahlreiche Punkte auf deiner Druckplatte? Die gehören da absolut nicht hin. Nach diesem Foto würde ich mal sagen, daß du deine Federstahlplatte mal gründlich reinigen solltest. Zuerst mit einem nicht rückfettenden Spülmittel ordentlich schrubben. Alle Spülmittel die "händeschonend" sind, sind rückfettend und verringern dadurch die Haftkraft der Druckplatte. Alternativ kannst du auch Kernseife nehmen zum gründlichen Reinigen. Kernseife ist pure Seife und enthält keinerlei Zusatzstoffe. Andere Seifen können Zusatzstoffe enthalten, die dann als Rückstand auf der Druckplatte verbleiben und die Haftung verringern oder ganz verhindern. Dann mit Wasser gut abspülen, trockenen und zum Schluß kannst du noch mit reinem Isopropanol (keines was Zusätze enthält wie das oft bei Desinfektions-Isopropanol der Fall ist!) abwischen und gut trocknen.
Wenn du Prusament PLA hast, dann probiere es anschließend mal damit und mit dem Prusa-Profil für Prusament PLA. Für andere Filamente mußt du erst die Einstellungen herausfinden. Das kann dauern. Jedes PLA-Filament ist anders, sogar jede Farbe vom gleichen Hersteller. Wenn du irgendein Filament genommen hast und das mit dem Generic PLA-Profil druckst, dann ist das sicher nicht optimal. Du kannst auch mal schauen, ob Prusa nicht für dein Filament ein eigenes Profil hat. Es gibt für eine ganze Reihe von Filamenten verschiedener Hersteller Profile im Prusa Slicer. Wenn du sie noch nicht installiert hast, dann kannst du mal unter "Konfiguration" den Konfigurations-Assistenten aufrufen und schauen ob was für dein Filament dabei ist.
Zu API und IP kann ich nichts sagen, da mein Drucker nicht am Netzwerk hängt. Ich starte meine Drucke nur vom USB-Stick.
RE: Haftungsprobleme mit der ersten Schicht
Gereinigt habe ich die Platte bisher abwechselnd mit IPA und Spüliwasser. Hatte eigentlich immer gut funktioniert. Habe heute die Platte dann noch einmal (wie Prusa es auch empfiehlt) mit Aceton gereinigt. Hat aber alles nicht so richtig was gebracht. Allerdings ist mir eins aufgefallen. Drucke ich zB eine 2mm hohe Platte, gibt es kein warping. Sobald ich einen hohlen Würfel drucke (1mm Wandstärke) heben sich die Ecken? Drucke ich nur eine 0,2mm Schicht ist auch alles ok.
Ja, du hast recht, jedes Filament verhält sich anders, aber ich habe diese Probleme vorher nicht gehabt und ich habe es mit Prusa, GST3d und einen unbekannten Hersteller probiert. Das mal etwas nicht optimal bei generic PLA Einstellung läuft ist klar, aber nicht in dem Maße wie ich es aktuell erlebe.
Die Blasen auf der Druckplatte sind mir heute auch aufgefallen. War gut 4h im Support Chat. Die wissen auch nicht weiter bezüglich des warping und zu den Blasen haben sie gar nichts gesagt. Werde es aber noch einmal ansprechen Der Drucker ist ja erst gut 2 Monate alt.
RE: Haftungsprobleme mit der ersten Schicht
Also ich habe hier einen MK3 und einen MK4 stehen. Wenn mit dem MK3 warping feststelle, kann ich mit der Z-Einstellung das Problem lösen,
das geht mit dem MK4 m.W. nicht, oder hat da jemand eine Idee?
RE: Haftungsprobleme mit der ersten Schicht
Bei Haftungsproblemen auf PEI -> mit Spülschwamm (rauhe Seite) die Platte anrauhen,
oder auch z.B. 3DJake Adheasy Spray benutzen.
Der MK4 hat bei mir weniger Haftung als der MK3 - allerdings habe ich verschiedene Ergebnisse mit verschiedenen Filamentmarken.
Außerdem macht es einen Unterschied ob ich mit Inputshaper oder standard drucke.
Die Betttemperatur der MK4 sind bei mir niedriger als die der MK3. Die MK4 liegen 6-9 Grad unter den der MK3.
PS.: Die Blasen auf der Platte sind nicht normal.
MK4S / MK4S + MMU3 / Ender 3V2 / Voron 0.0
RE: Haftungsprobleme mit der ersten Schicht
Was mir noch aufgefallen ist. Wenn ich von IS auf ohne IS wechsle muss ich immer alle Verdindungsdaten (API, IP, Name) im Slicer neu eintragen. Sie lassen sich auch nicht mit copy and paste eintragen, muss alles manuell hineinschreiben. Ist das bei dir auch so?
Hast Du im Slicer deinen Drucker als physischen Drucker hinzugefügt? (bzw. 2 physische Drucker (IS / Non IS))
Wechselst Du die Filamenteinstellungen wenn du zwischen IS und non IS wechselst?
MK4S / MK4S + MMU3 / Ender 3V2 / Voron 0.0