Prusa Mini Extrusion E Steps Calibration Under Extrusion
I searched through the forum and couldn't find anything specific to this so I thought I'd post. I was having under extrusion issues and checked all of the usual suspects covered at length in various places on the web but nothing changed. I first made sure to set the flow rate to 100% and that helped some but single walls were still under sized by about 10%. I increased it to 110% and finally got in range. I decided to check the length of filament extruded when I told it to extrude 100mm after insuring again that the flow rate was at 100. I tried 6 or 8 times with different filament and different tensions on the extruder screw and while I could change it slightly with the screw tension the best I could get was 93.5mm when I told it to extrude 100mm. I have Firmware 4.0.4 and was extruding at 210 degreed with PLA mostly MH Pro PLA.
Is anyone else experiencing this? I haven't found any mention beyond hardware issues causing under extrusion. I'm trying to make sure i'm not missing something or going crazy. I'm not new to this so this seems kinda weird to me. I would have thought Prusa would have calibrated the Extruder more closely especially since they build in a flow rate of 95 in the Slicer G Code. Please let me know if you've found the same or different.
Thank
RE: Prusa Mini Extrusion E Steps Calibration Under Extrusion
Well I must have been on to something as they increased the flow in the latest firmware. I'll try it and see.
RE: Prusa Mini Extrusion E Steps Calibration Under Extrusion
Well, I'm having these issues too but apart from this subject, I can't find anything on it
My Prusa Mini runs 4.2.0 firmware
RE: Prusa Mini Extrusion E Steps Calibration Under Extrusion
My MINI+ also seems to under-extrude by ~10%: I unloaded the filament, unscrewed the bowden tube from the hotend, reloaded the filament (so it gets pumped out the end of the unconnected bowden tube) and then ran the following based on Teaching Tech 3D Printer Calibration: Extruder E-steps Calibration:
M92 ; Display current steps/mm ("M92 X100.00 Y100.00 Z400.00 E325.00")
M221 S100 ; Set flow rate to 100%
G91 ; Set relative positioning
G1 E100 F4200 ; Extrude 100mm of filament at 70mm/s (4200mm/min)
Based on my measurements and the calculator on the teaching tech website (cf. previous link) I found the correct value for me is 356 steps/mm. So I've added the following custom g-code to my printer settings in Prusa Silcer:
M92 E356 ; Set steps/mm for extrusion, based on calibration data
The default settings (10% under extrusion, "M92 E325") worked fine for the stock nozzle (0.40mm) and larger layer heights (e.g. 0.25mm). I only discovered this because of print quality issues at 0.05mm layers with a 0.25mm nozzle.
That said, with my calibrated esteps ("M92 E356") I seem to have problems with pimples when printing at 0.05mm layer height (with a 0.25mm nozzle), and I've ruled out oozing (i.e. too hot) and retracting issues, so I start to wonder if my calibrated esteps are causing over extrusion.
Perhaps there's some reason/wisdom for why the esteps baked into the firmware are incorrect?
RE: Prusa Mini Extrusion E Steps Calibration Under Extrusion
Sorry to bring up this rather old topic, but I experienced the same issue. Underextrusion that lead to imperfect top layers. I also used the calibration method you linked and came up with 7mm short of 100mm extrusion. That resulted in ~349 instead of the stock 325 esteps.
What I find more interesting though: it seems as the stock 325 esteps seem to be off for a lot of people and they don't seem to care. If you check the makes of the Revo Micro Adapter, you will find many makes that show exactly the same underextrusion as my print. I used that as reference because there are a lot of makes for it and They are mostly done with Minis on stock settings. Revo Micro Adapter Makes on Printables
Changing the esteps fixed it. So I'm wondering if this normal production spread (7-11% off). Or it is intentionally set that low by Prusa. Maybe it is time for them to add a tutorial on how to calibrate esteps on the Mini.
Especially, as there is no longer the need to add esteps to your custom Gcode. You can easily set it in the experimental menu since firmware 4.3.3: Link
RE: Prusa Mini Extrusion E Steps Calibration Under Extrusion
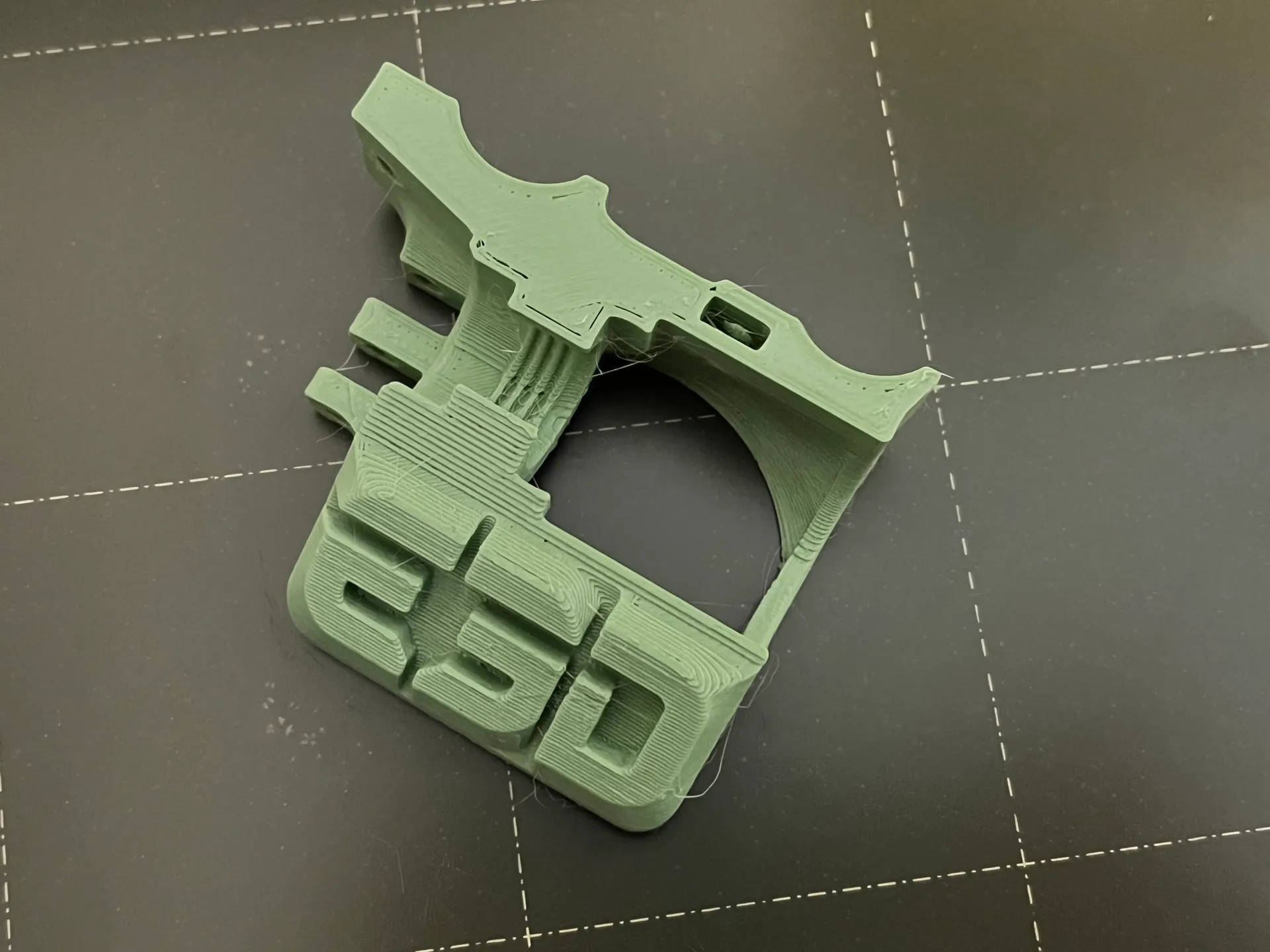
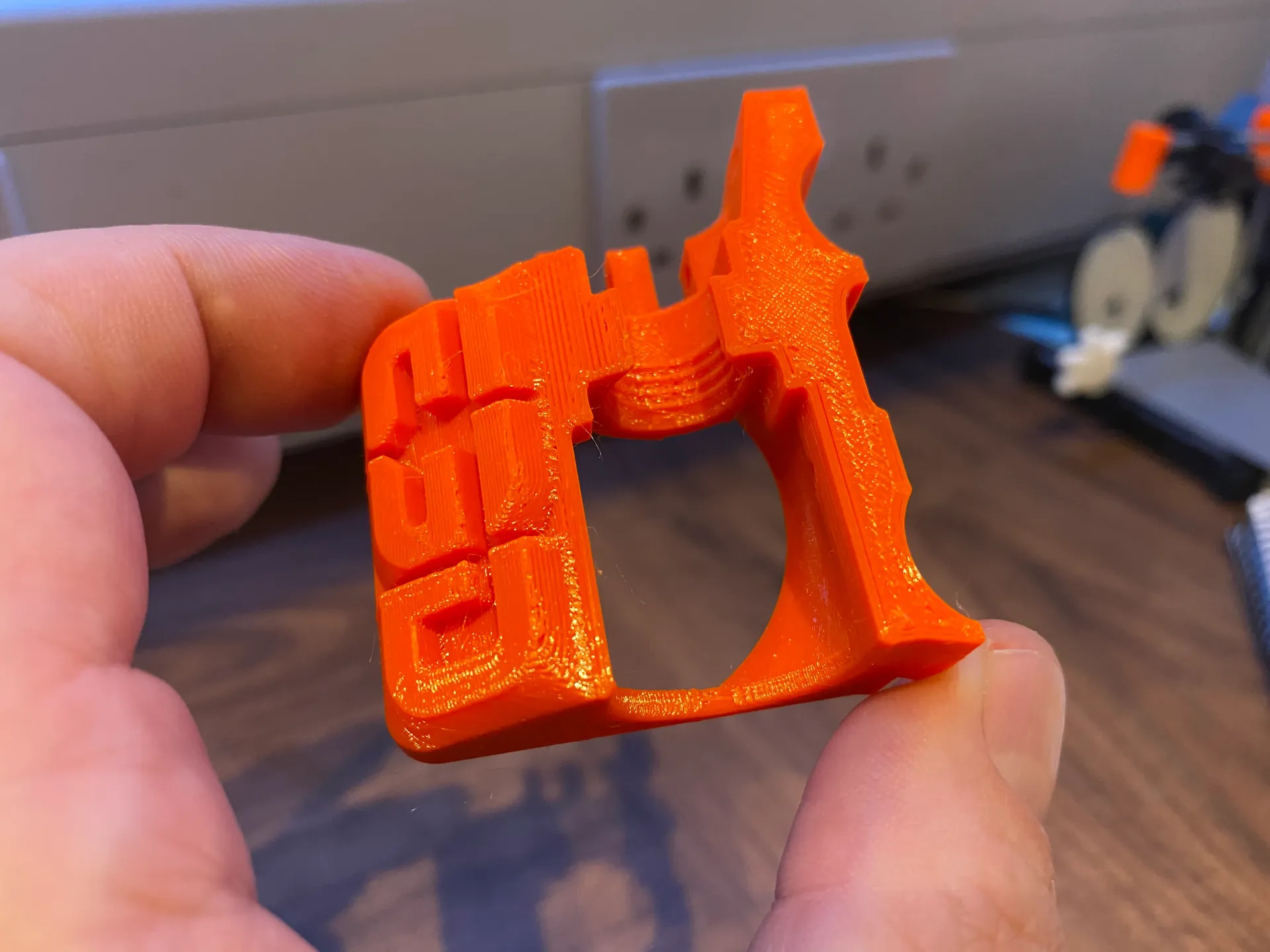
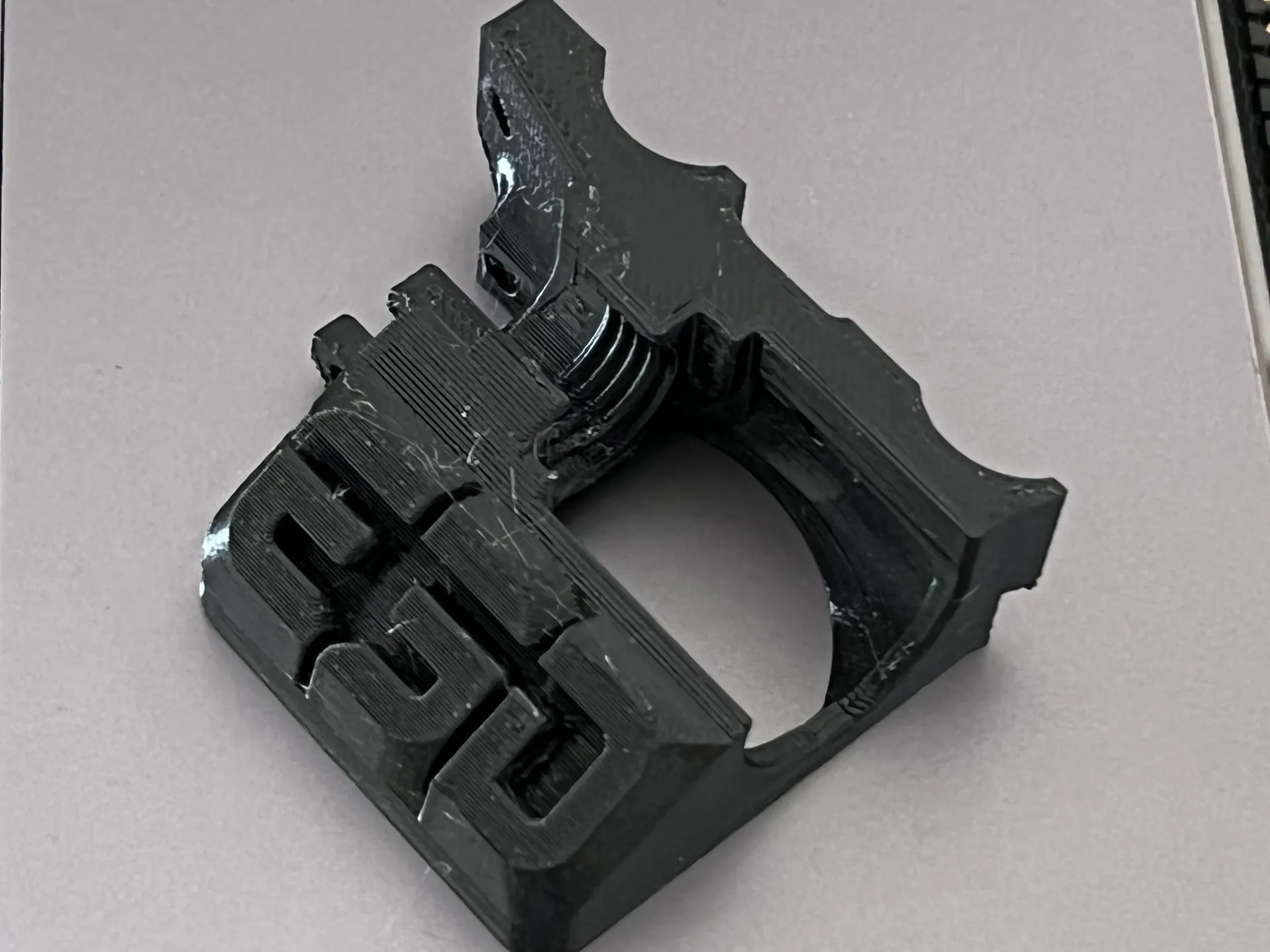
Here photos of my results before and after calibration:



RE: Prusa Mini Extrusion E Steps Calibration Under Extrusion
For those looking for the link to access e-steps on the mini: https://help.prusa3d.com/article/experimental-menu-mini-mini_264396 . It's for firmware 4.3.3+. Go to Settings and long press over HW Setup until you hear the beep. That will bring you to the experimental menu where you can adjust e-steps.
RE: Prusa Mini Extrusion E Steps Calibration Under Extrusion
Hi, I know it is rather old post, but nonetheless I would like to chime in. So, my brand new Mini+ underextruded from first print on (visible especially on top layers). I make sure that extruder tension was correct per manuals, rebuilded hot end. I did try to calibrate extruder, but as you all already figured it out, it only feed to in my case 95 mm out off 100mm and than stopped. I contacted Prusa chat and as per Mini+ reputation they naturally suggested to check PTFE tube, which indeed was 1mm shorter (in reality I think that when you compress it in heatsink all are, even new from factory). So I rebulided hotend, new PTFE, new thermal paste, only to find out it does...nothing. I even did it several times. Regarding extruder came short 5 mm, support said it is intentionally to prevent overextrusion of some less quality filaments. But when you use high quality Prusament and on top of that reduce flow to 95% (normal setting in Prusaslicer) you get underextrusion. So when I change esteps in settings to in my case 342 (325 is 95 mm, so 100 is 342) my next print came out flawless, maybe even batter than on my Mk3s+. So, I think probably most of Minis out in the wild underextrude, but as already figured, nobody seems to care. If I wouldn't came across this post, I would probably just return it. So, I would like to thank you all for research you did! I think this post should become sticky!
Regards,
Peter