From perfect to severe underextrusion of organic supports within a layer
I've had a recurring issue for months now and haven't found a solution online or in the forum. I've been waiting until I had a fairly simple example to demonstrate.
The issue is that when I print with organic supports, some of the support structures print perfectly fine while other supports have minor to severe underextrusion. It seems that the underextrusion worsens within each layer. I'm only printing two parts and the total print time (at 0.15 mm layer height) is only 2.5 hrs, so it is not a complex print.
I've added an image below showing photos of the issue and other details.

The part itself prints fine as long as I'm only printing a few parts. However, if I print ~6 copies or more, the underextrusion starts to affect both the supports and the part. So this problem is preventing me from printing multiple copies of a part on a single print bed.
I've seen in related posts that supports can be thickened by increasing the "Extrusion width" for Support material in Print Settings > Advanced (I've used the default of 0.35 mm). However, this isn't the cause of the issue in this case because some of the supports are printing perfectly fine.
Has anyone experienced this and found a solution?
Best Answer by Aaron O:
I've now replaced the Extruder-Print head PTFE tube and I ran the gcode that was previously causing the most severe variable underextrusion (printing two pieces positioned as far as possible from each other along the x-axis).
With the new Extruder-Print head PTFE tube this same gcode printed perfectly - no underextrusion. So replacing the Extruder-Print head PTFE tube completely solved the original problem from me and seems to have been the sole cause.
RE: From perfect to severe underextrusion of organic supports within a layer
Unfortunately it's a Mini hardware issue. See [BUG] Delayed extrusion after travel when using 0.6 mm nozzle (and 0.4 mm as well) #2997
To summarise what's going on, the effective length of the bowden tube changes depending on the X axis position. On the left (X0) it gets shorter, and on the right (X180) it gets longer. This also means that when you're moving towards the right you're underextruding and when you're moving towards the left you're overextruding.
To reduce the effect of this, place all the objects behind one another on the right side of the bed. That will make the effect lesser. When printing a single long object, either place it so it fits into the right side of the bed or rotate it 45°.
There's been several attempts to correct this weird behaviour with post processing scripts, and I've made one myself as well. While it still suffers from inconsistent extrusion on deretraction, the extrusion width is now very consistent. In my comment on that issue I've posted the script. If you're willing to share your gcode (either here or there), I will process it to apply wack2 correction, and I'd be happy to hear if it improves print consistency for you.
RE: From perfect to severe underextrusion of organic supports within a layer
Your suggestion of moving all the parts to one side of the bed worked! Thank you @murk! I never would have thought of the bowden tube as a potential cause. I don't know how many hours I've spent trying to fix this (or what I suspect is the same) issue so many thanks to you for finally providing a solution!
For those who arrive to this thread with the same issue, I've conducted additional tests to verify that @murk's suggested solution of moving all the parts to one side of the bed solves the issue for me. I was also able to intentionally make the problem worse by exaggerating what @murk suggested as the cause, showing that it is likely (at least) one of the root causes. I've detailed those tests below.
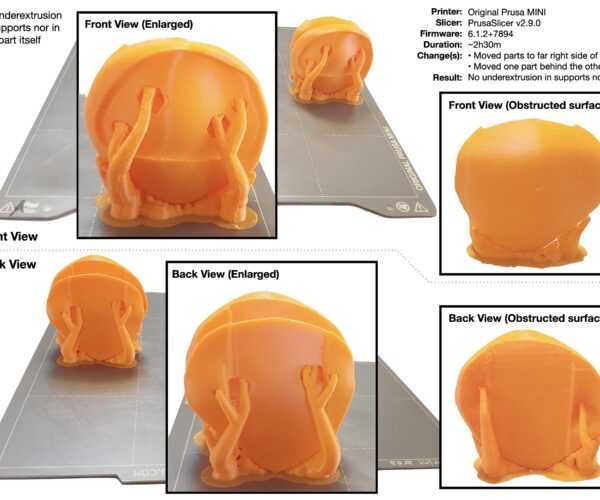
Test 1: Moving all the parts to the far right side of the bed
Instead printing the parts side by side, I moved all of the parts to the far right side of the bed lining them up one behind the other. This completely fixed the issue. I did not see any underextrusion in the supports or in the part itself. The surface quality of the part was perfect.
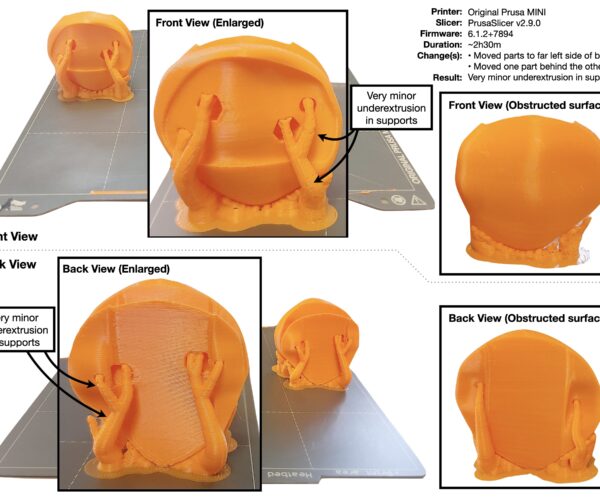
Test 2: Moving all the parts to the left side of the bed
To test if the problem was solved by moving the parts to one side of the bed versus to the right side, I next moved all of the parts to the far left side of the bed lining them up one behind the other. This nearly fixed the issue with only some minor underextrusion in the supports and no underextrusion in the part itself. The surface quality of the part was perfect.
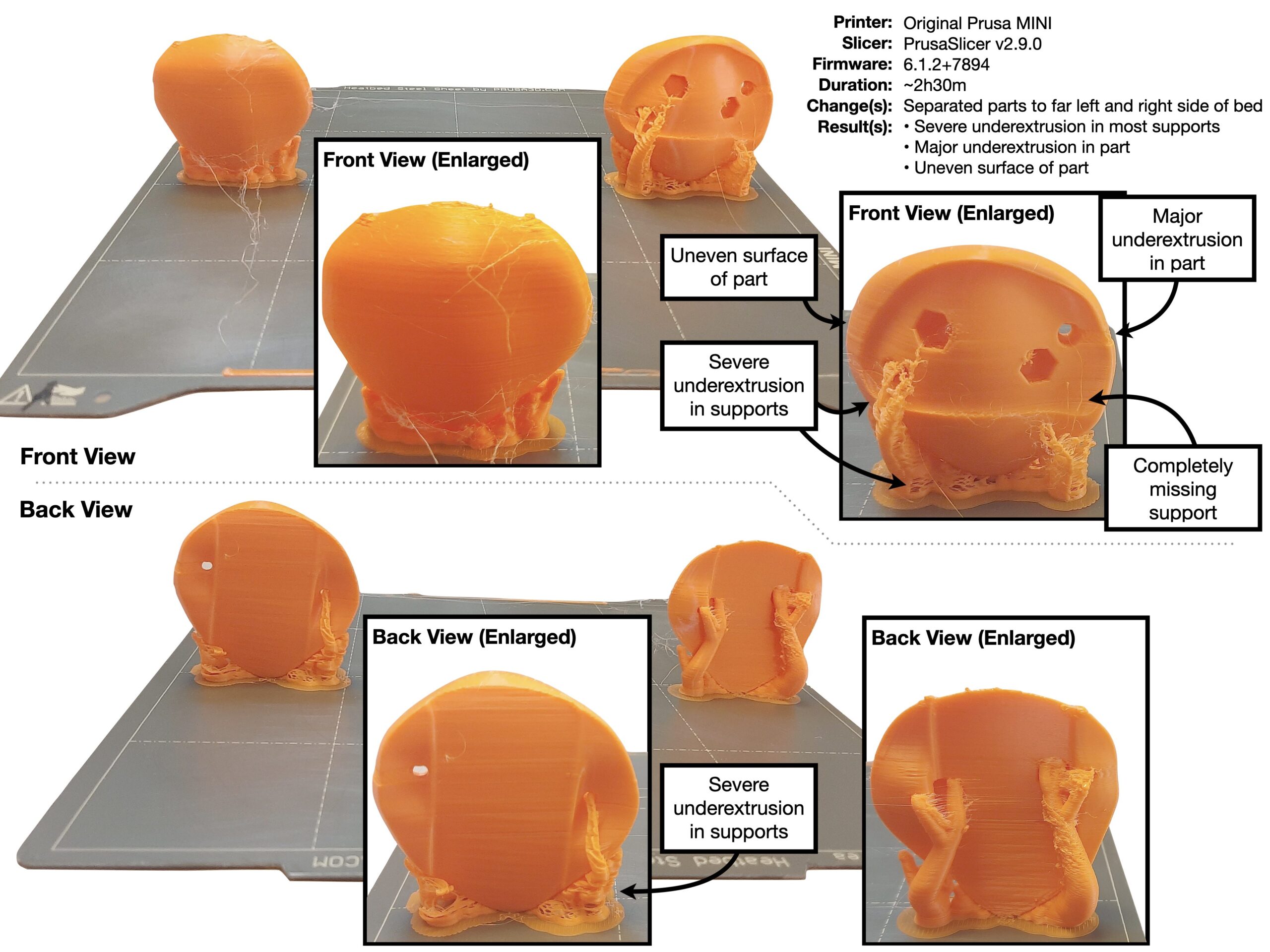
Test 3: Spreading the parts as far away from each other as possible in the x-axis
If moving all the parts as far as possible to one side of the bed solved the problem (minimizing the range of the nozzle in the x-axis during the print), then moving the parts as far as possible away from each other in the x-axis (maximizing the range of the nozzle in the x-axis during the print) should make the problem worse. To test this, I next moved the parts as far as possible away from each other in the x-axis putting them back in the side by side configuration. This caused the issue to become worse. There was even greater underextrusion in the supports, with one support structure missing more than half its height. And the part itself showed major underextrusion in the same place where there had previously only been minor underextrusion.
What is the root problem?
The root problem does seem to be more complicated than "when you're moving towards the right you're underextruding and when you're moving towards the left you're overextruding." For example, that doesn't explain why I can get a nearly perfect print of the part itself but severe underextrusion of the organic supports in the same print. Or very minor underextrusion when the parts are on the far left side of the bed and no underextrusion when the parts are on the far right side of the bed. Or why I get this underextrusion issue more with organic supports than with snug supports (for the same part). My best guess is that the root problem is a combination of:
- the bowden tube angle changes with x-axis movement,
- those bowden tube angle changes happening within the same layer (e.g., two parts spaced widely along the x-axis),
- and a series of close, successive retractions and deretractions (organic supports tend to cause retractions and deretractions to occur in close succession).
What is the best solution?
Based on my (relatively limited) testing, minimizing the motions of the nozzle in the x-axis during printing fixes the problem. This can be done by moving the parts all to one side of the bed and lining them up one behind the other. Moving all the parts to the right side improved the problem slightly more than moving them all to the left but the difference was negligible for this specific case.
RE: From perfect to severe underextrusion of organic supports within a layer
This is a follow up to my previous post.
When I added my first post here on the underextrusion problem, I also contacted Prusa Customer Support to ask if they had any ideas on what might be causing this issue and/or what could help to solve it. A member of their customer support team, Sebastian Nieto, kindly replied with a suggestion that the problem may be due to wear in the "PTFE Bowden tube" that connects the extruder motor to the hotend. Note, this is not the PTFE tube that is inside the hotend but rather the longer one that becomes flatter or more curved as the print head moves along the X-axis. Sebastian shared this photo of an example of (extremely) worn Bowden tube ends:
 Example of worn ends of a PTFE Bowden tube (photo by Andrés Diaz, reproduced here with permission). Note, this is not my PFTE Bowden tube, it is just an example of wear on the inside of the tube.
Example of worn ends of a PTFE Bowden tube (photo by Andrés Diaz, reproduced here with permission). Note, this is not my PFTE Bowden tube, it is just an example of wear on the inside of the tube.
When I checked my PTFE Bowden tube, I did not see any wear on either end (neither the extruder side end nor the nozzle side end of the tube). Here is a photo of the ends of my PTFE Bowden tube:
The PTFE Bowden tube from my Prusa MINI showing virtually no wear.
I'll note that I have logged over 5,800 hours with this printer and it still has the original PTFE Bowden tube that shipped with the printer; I've never replaced it. Which makes the amount of wear on the tube in Andrés's photo impressive! I've only ever printed with basic PLA filament so I'm guessing you may only get appreciable wear on the inside of this tube when using abrasive or harder filaments.
In any case, I just wanted to share this here to confirm that PTFE Bowden tube wear is not the cause of this variable underextrusion.
RE: From perfect to severe underextrusion of organic supports within a layer
I think I have found the problem!
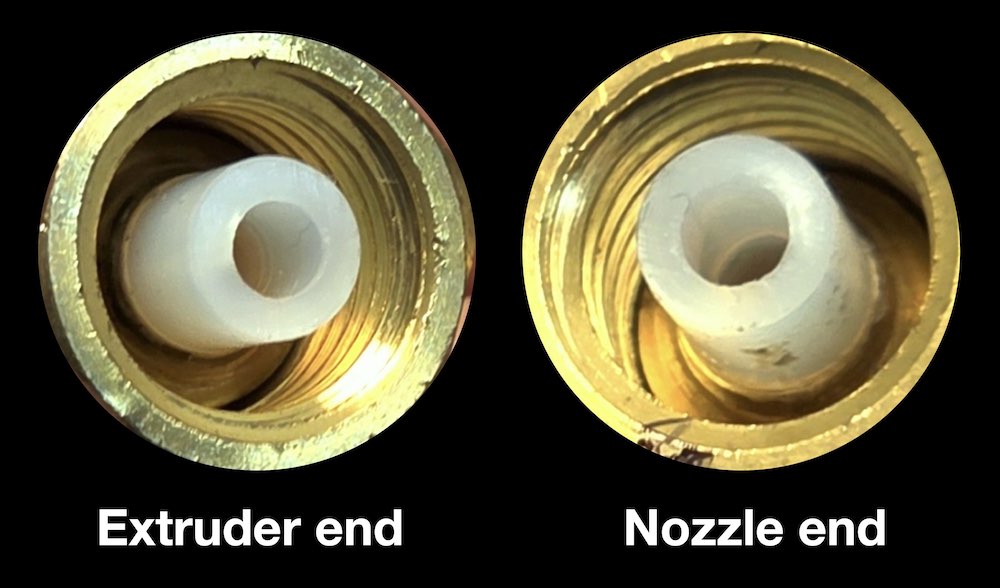
I was loading filament on one of my printers today and the filament BROKE THROUGH the "Extruder-Print head PTFE tube"! The ends of this tube were not worn at all (as I documented in my previous post) but obviously the middle of the tube had been worn down to NOTHING! Here's a photo of the tube with filament inserted to show where the filament broke through the tube:

In the above photograph, the fitting closer to the top of the image is the one that is closest to the hotend/nozzle. So the greatest wear in the Extruder-Print head PTFE tube occurred approximately in the middle of the tube but slightly closer to the extruder side. I presume that the middle of the tube has the most wear because that is where the filament is the most bent/flexed and therefore is exerting the most friction force against the tube.
So the cause may turn out to be the Extruder-Print head PTFE tube after all. At the very least, it needs to be replaced regularly. The filament broke through the tube on a Prusa MINI with 6,000 print hours, though the tube has obviously been experiencing wear for some time. In the future, I'll need to check this tube as a part of regular maintenance to determine the best print hour mark for replacement (3,000 hours?).
RE: From perfect to severe underextrusion of organic supports within a layer
As a note on that, I've replaced both bowden and nozzle PTFE tubes (I have 4 Minis). It didn't give any noticeable improvement in my experience, but I've seen some mention that it has for them.
RE: From perfect to severe underextrusion of organic supports within a layer
I've now replaced the Extruder-Print head PTFE tube and I ran the gcode that was previously causing the most severe variable underextrusion (printing two pieces positioned as far as possible from each other along the x-axis).
With the new Extruder-Print head PTFE tube this same gcode printed perfectly - no underextrusion. So replacing the Extruder-Print head PTFE tube completely solved the original problem from me and seems to have been the sole cause.