Whole print shifted vertically at roughly 10mm height
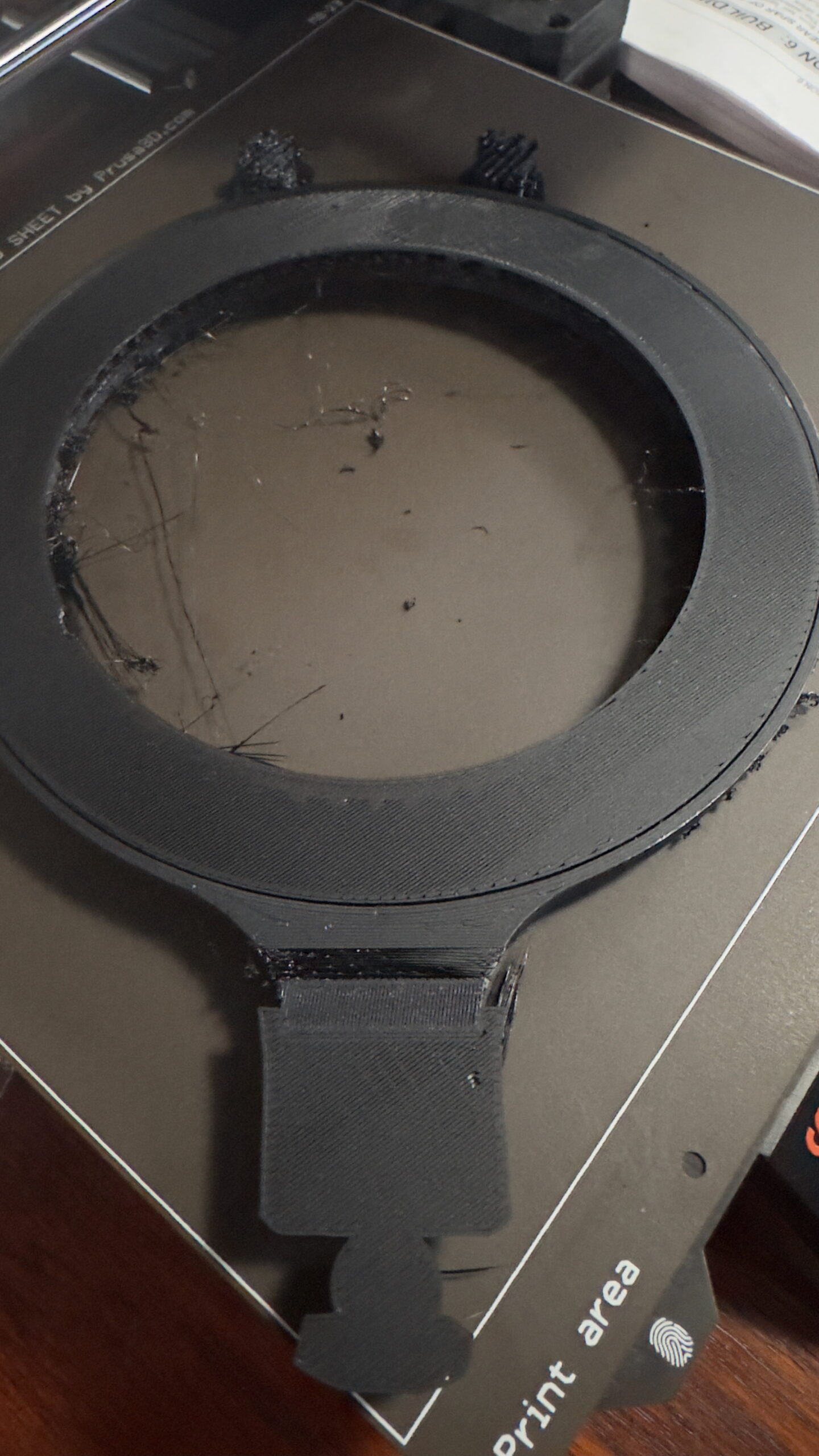
I've never experienced this one before. I created and printed a draft of an object (grey object below) at the stock setting for .4 nozzle, .20mm SPEED, 15% infill, Generic PETG, and after I was happy that everything looked good, I sliced a "production" model at .10 DETAIL, 30% infill, 8 sidewall layers, snug supports. This is Overture PETG, so the multiplier was set to .95.
The bottom layer turned out great, as did the first several layers. But around 8mm height, it started diverging from perfect.
After a few hours, I started to hear that awful noise of the bottom of the print-head fan case scraping against the previous layers stringing and bumps.
This is the 4S with latest firmware and latest PrusaSlicer as of 2/13/2025. I've successfully printed several objects of various sizes since the upgrade, all with Overture PETG.
One curious thing I heard as well was a kind of honking sound every once in awhile when the y axis moved. I applied the grease as instructed during the assembly to the bearing itself instead of the rods. Maybe I need to re-grease the rod bearings?
I feel like I need to completely reset the printer and start at the calibration as if it was a brand new printer.




RE: Whole print shifted vertically at roughly 10mm height
First of all, it is nonsense to print such a large part at your settings. The part is simply overflowing with material inside, so I am not surprised that it turned out like this. Reduce the inner filling, remove the perimeters and print at a height of 0.2. And don't worry, the part will be strong enough, or you can use modifiers to strengthen the part where the circle transitions to the vertical mounting, but in my opinion it is unnecessary, PETG has good layer adhesion, or you can increase the nozzle temperature in the critical area by about 10°C. And that honking sound was made by the X and Y motors when the nozzle got stuck in that mess on the board.
RE: Whole print shifted vertically at roughly 10mm height
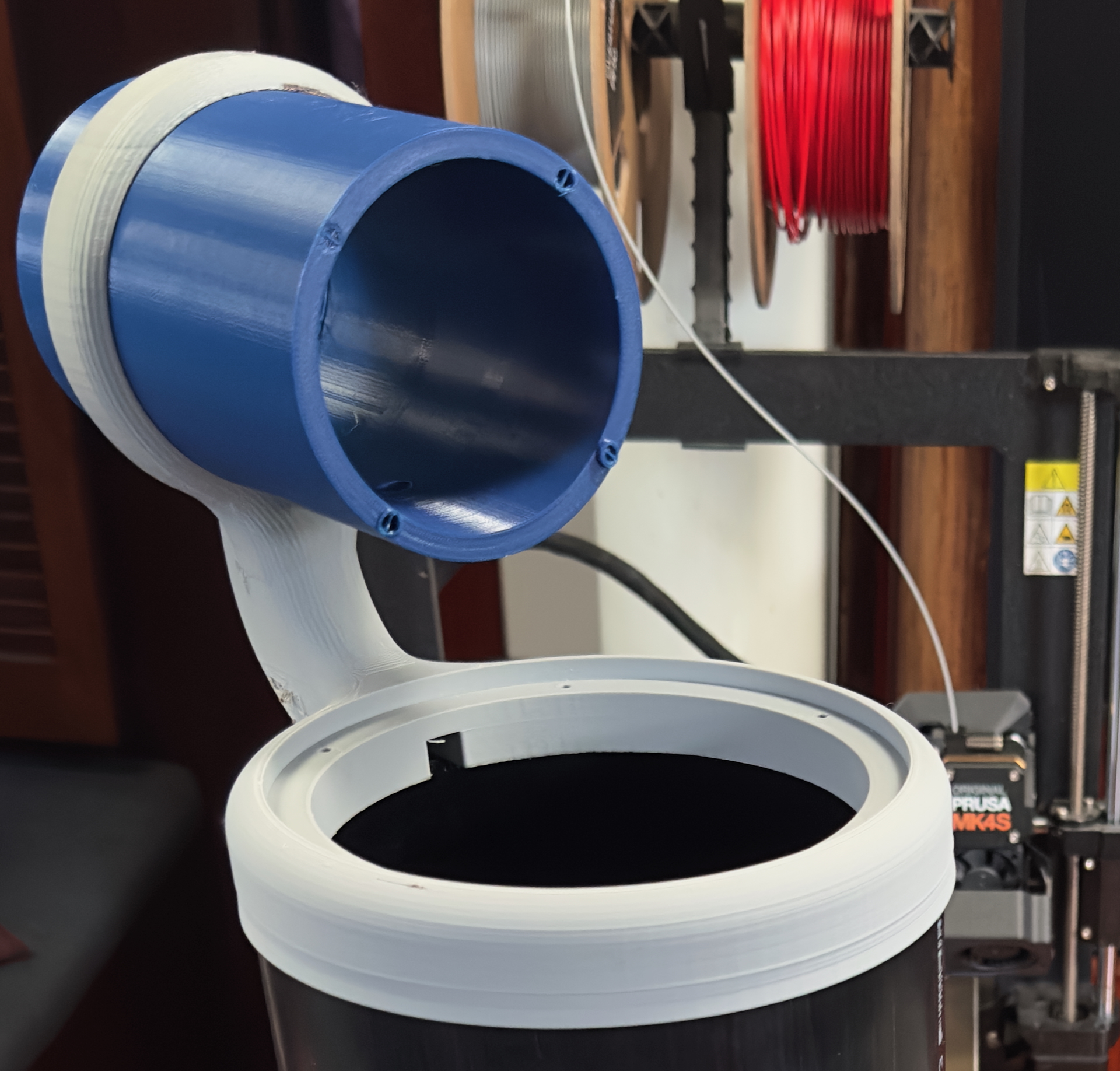
Thanks @miroslav.h4 ! This is for a speaker mount, and I was told I should really be using nylon CF. The requirements for nylon CF; hardened nozzle, enclosure, material; isn't in the budget right now. He also said to increase side layers for the rigidity and don't worry about fill. I used 30% fill because I didn't know any better, so maybe I need to let that default to 15%.
The reason for using .10 was I wanted it to be as smooth as possible on the outside. I suppose I could finish it off with 400 or 600 grit sandpaper, but I was trying to get a final finish right off the print. Unrealistic?
Thanks for your help! That is one based on experience and trial and error. My knowledge has increased.
RE: Whole print shifted vertically at roughly 10mm height
If the main requirement is rigidity, I would probably choose PLA or PLA-CF as an alternative solution. There is no need for a cover, although a hardened nozzle is suitable, but this one part would probably last even with ordinary brass. PETG is a relatively flexible material, which is why they prescribe CF material, i.e. with carbon fibers. But if it falls due to vibrations, another part can be made.
RE: Whole print shifted vertically at roughly 10mm height
I thought I'd follow up on this thread in case anyone else is having issues. I think @miroslav.h4 was correct in having too much infill and outside layers. However, I discovered that I was printing too little material instead of too much. The prints would start off fine, then eventually start dropping these little balls of PETG here and there. I discovered those balls were created when the nozzle dropped material into an empty space thinking the underlying structure was there to support it, but it wasn't. When the little ball of PETG got dragged around enough, it would cause the head to crash just enough to loose it's place in 3D space.
I found the "calibration" cube that prints a tiny hollow cube that is two times the width of the nozzle. (0.8 for my 0.4 nozzle) I measured all 4 sides, added them up and divided by 4, then divided that figure by 0.8. Sure enough, that spool of Overture Black needed a flow factor of 1.052 to achieve a perfect 0.8 thickness. My spool of Overture White PETG needed 1.038 and my spool of Red needed nothing. It was spot on for 1.0. I'll be testing every spool I get from here on out and just writing the flow multiplier on the spool of each one.
Turned out perfect, even with gyroid infill and organic supports. (Don't do organic unless there is no other way. Snug works much better.)
