RE: Printing TPU on the MK4
generally you need to .zip things to attach them here. I can give it a try after work.
I have created a quick stl file, haven't even imported it to PrusaSlicer. Do you want me to attach my (new) 3mf file or just the stl?
yeah every model is different and sometimes has different settings accordingly. If you're willing to share I can try a test print for you. I have both the XL 5T and two mk4s so can tell you if the xl requires different settings.
RE: Printing TPU on the MK4
generally you need to .zip things to attach them here. I can give it a try after work.
I have created a quick stl file, haven't even imported it to PrusaSlicer. Do you want me to attach my (new) 3mf file or just the stl?
yeah every model is different and sometimes has different settings accordingly. If you're willing to share I can try a test print for you. I have both the XL 5T and two mk4s so can tell you if the xl requires different settings.
Giving this a try. Might take a few attempts. Here is the 3mf file, I hope. The 3mf should have all my settings that I will try. If you see something that's obviously wrong, please let me know.
RE: Printing TPU on the MK4
even though .3mf files are .zip files you still have to zip them. it's a dumb thing about this forum software they use lol
RE: Printing TPU on the MK4
Guess I need to try again. I don't see the 3mf file, let me try a zip of the 3mf.
RE: Printing TPU on the MK4
yep that looks like it worked. it's dumb. a .3mf is a zip file but the forum won't allow .3mf, only images and .zip. I'll take a look after I finish work.
RE: Printing TPU on the MK4
ok, one thing I notice just looking at the .3mf in Prusaslicer 2.7.2. You're using input shaping. I don't use that at all. The input shaping for pla and petg make my workbenches vibrate more than I'd like. I only use the non-IS profiles. The first thing I'll do when I try this after work is try printing without IS just to see. I have tons of spools of Sainsmart so should be pretty comparable env.
RE: Printing TPU on the MK4
Just noticed that, now that you pointed it out. I just resliced without IS. Went from 51min IS to 1hr5min regular, not as bad as I thought it might be. Got used to IS, to be honest. I'll try both and see if there's really that much difference in outcome. Both use 4 mm3 for MVS.
RE: Printing TPU on the MK4
it may not make a diff for tpu printing, but I didn't like the vibration IS profiles seemed to induce. At the slower speed tpu prints at it might not make a diff. I prefer reliable over speed personally.
RE: Printing TPU on the MK4
I think 3d printing in general is slow, but that's me. The Mk4 is speedier than the MK3S+ I had, and the auto leveling is very, very nice. But having parts finish correctly is far more important than speedy junk. I'd rather have speedy good stuff, but that's just some impatience talking. It would be very nice indeed if one could properly use accelerometers and perform IS for real. Then the vibrations could be better tuned out.
RE: Printing TPU on the MK4
My benches are on wheels, so I can move the printers over by the window for ventilation when doing abs/asa printing. If I ddidn't need them to have the ability to move, I could anchor them to the wall and that would probably help a great deal. Not enough hours in the day. I definitely will let you know how I fare with the model uploaded. should be able to tell you something later this evening.
RE: Printing TPU on the MK4
@ssill2 Printing the test model with and without IS is totally inconclusive, both completed with no issue. Amount of stringing is nearly the same at 220C, the no IS might be slightly better by a whisker, but no big difference. External seam on IS is worse, it's rather ugly. If I were to sell these items I'd have to clean that up, these seams are unprofessional. I labeled the IS print immediately because I was afraid I'd mix it up with the nonIS.
You might want to add a negative volume and remove the lid so to speak, so the top sectors are visible. This model covers everything up inside. I may saw one of these in half to inspect. Not expecting to find much surprising though.
Let me know if you find anything interesting or helpful.
You are right, the printer is quieter in non IS mode, and not a lot slower.
RE: Printing TPU on the MK4
Edit time expired: that wasn't long! Part dimensions.
non IS part as printed: 29.84 OD, height 19.98 mm
IS part as printed: 29.74 OD, height 20.00 mm
RE: Printing TPU on the MK4
I found 216-218 to be pretty good on the XL. With tool changing involved, like printing 5 colors of tpu in one print, the temp and stringing is definitely more important. I'm about to finish up work pretty soon and then get a quick run in on the treadmill so I should be able to test soon. one thing I also modified in things I've printed is the retraction amount and speed. I'll see what these end up working out to be when I test print your model. I'll let you know
@ssill2 Printing the test model with and without IS is totally inconclusive, both completed with no issue. Amount of stringing is nearly the same at 220C, the no IS might be slightly better by a whisker, but no big difference. External seam on IS is worse, it's rather ugly. If I were to sell these items I'd have to clean that up, these seams are unprofessional. I labeled the IS print immediately because I was afraid I'd mix it up with the nonIS.
You might want to add a negative volume and remove the lid so to speak, so the top sectors are visible. This model covers everything up inside. I may saw one of these in half to inspect. Not expecting to find much surprising though.
Let me know if you find anything interesting or helpful.
You are right, the printer is quieter in non IS mode, and not a lot slower.
RE: Printing TPU on the MK4
that's interesting that your dimensions are different. I'm interested to see what I get. since I have two MK4s and the xl, I could potentially be running three tests at the same time lol
RE: Printing TPU on the MK4
Sawed the nonIS one in half, nothing out of the ordinary (as expected). So far, I can't decide if my print failure was just an unfortunate fluke, or a setting issue. I do know the seams could withstand improvement, and the stringing, but still wondering about things like deretraction, etc, whose meanings are still too abstract for my limited comprehension.
RE: Printing TPU on the MK4
I'm printing one of your test pieces at the moment. So far so good. Are you printing in an enclosure. Could the temp have dropped overnight to where it caused a jam for you. I'm pretting with my own settings, at 218. non-IS. I'll let you know how it turns out.
Sawed the nonIS one in half, nothing out of the ordinary (as expected). So far, I can't decide if my print failure was just an unfortunate fluke, or a setting issue. I do know the seams could withstand improvement, and the stringing, but still wondering about things like deretraction, etc, whose meanings are still too abstract for my limited comprehension.
RE: Printing TPU on the MK4
No enclosure yet. So printed out in the open. It was before thermostat set back time when it jammed, so relatively constant temperature. It's been warm here, so the walls weren't cold or anything. No drafts either.
RE: Printing TPU on the MK4
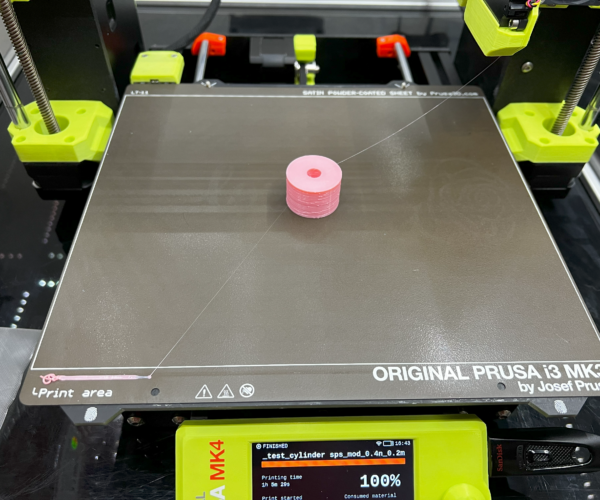
Here was my first attempt. This was at 218C. not bad considering that bridging you require for the internal structure. I'm not sure why you don't just use some sort of infill. Yeah not sure why you'd have gotten a jam.


No enclosure yet. So printed out in the open. It was before thermostat set back time when it jammed, so relatively constant temperature. It's been warm here, so the walls weren't cold or anything. No drafts either.
RE: Printing TPU on the MK4
on the XL I've printed as low as 215 when doing multi color prints to cut down on the stringing during tool changes.
RE: Printing TPU on the MK4
Here was my first attempt. This was at 218C. not bad considering that bridging you require for the internal structure. I'm not sure why you don't just use some sort of infill. Yeah not sure why you'd have gotten a jam.
No enclosure yet. So printed out in the open. It was before thermostat set back time when it jammed, so relatively constant temperature. It's been warm here, so the walls weren't cold or anything. No drafts either.
Thanks for going through the effort of doing this! It is greatly appreciated. The real structure is more complicated, but wouldn't fit on this forum as it is far over the limit. But the failure was in a similar area as in the print. I do have sectors that need to be bridged in the real part. Ordinarily I use gyroid fill, but for the larger part I need structures similar to the test piece. I will study your changes to see what I can learn. Is there any particular setting that you think makes for nicer parts in TPU? Or is it the sum of the total of tweaks?