Layer shifting and odd "stringing" issues
I'm having issues printing the cellular lamp from thingiverse. https://www.thingiverse.com/thing:19104
I've failed on this print twice due to layer shifting at the same location. Also, there are a huge number of large stringy offshoots, I'm not sure whether or not these are contributing to the layer shift. Built my mk4 myself a few weeks ago, passed validation tests just fine, printed benchys of good quality, and a number of other test prints without issue, not sure what's causing this.
Using a diamondback 0.6mm nozzle with Prusament galaxy black pla.
Stock 0.6mm settings on 0.15mm STRUCTURAL with 190C hot end temps, and 1.03 extrusion multiplier.
I've attached the gcode I've generated via prusaslicer, in case there's anything fishy there.
I'm not even sure what problems of this nature of called. Super stringing?

RE: Layer shifting and odd "stringing" issues
Layer shifting is usually caused by belts that are not tight enough. I would set the app to "a little too tight". Pullys all tight? Screwed to the flat side?
Why are you printing so cold with a 0.6 nozzle? And with 1.03? I would also use a 0.4 for this. And with the factor rather 0.95
RE: Layer shifting and odd "stringing" issues
I'm using the diamondback nozzle, which has better thermal conductivity than most metals, and thus I found over printing a series of benchys that 190 gave me the best results. I also found that I had very little, but existent amounts of underextrusion, which I fixed by setting the extrusion multiplier to 1.03. I know that a smaller nozzle would be ideal for this print, but having a larger nozzle shouldn't result in these kinds of issues. Regarding the belt tightness, I'm fairly confident that my tensions are spot on, as I used the belt tension testing tool.
RE: Layer shifting and odd "stringing" issues
Not sure if this is your problem but it may be. I'm also having layer shifting problems and I've narrowed it down to the gcode.
RE: Layer shifting and odd "stringing" issues
Hi all - I'm also having issues with my new MK4 printer and intermittent/random layer shifts. For me, it's only in the X axis and I can print the same g-code 4 times and have 1 with a layer shift. I have not scrutinized the g-code like @altruego has but, since some parts turn out fine from the same g-code, it must be a machine issue and not a g-code corruption issue. BTW, thanks @altruego for the excellent and very scientific sleuth-work on your issues; it was very informative.
I searched the forum for "layer shift" and found just this thread and one other related specifically to Y-axis shift. I haven't read it yet but plan to.
In the meantime, I wanted to post my issues in case others are seeing the same thing. Here are the parameters of the issue I have in-mind:
1) g-code corruption is ruled-out because multiple tries w/ the same g-code result in some "good" parts and some layer-shifted parts.
2) layer-shift does not occur on a specific layer repeatably - ie, layer-shift happens on seemingly random layer
3) layer-shift happens in X-axis only
4) x-axis belts appear to be at specified tension
Here are some pics of my part: https://drive.google.com/drive/folders/15dp3zOWuGWOSClgIHcVNNwGdq7QXVMx3?usp=sharing
There is no shift in Y-axis; I say that because some pics may give you the impression there is.
Anyone else seeing this and is there a fix? thanks -
RE: Layer shifting and odd "stringing" issues
I started having layer shift problems about a month ago. I've tried following all the advice I could find, but nothing seems to help with these random occurrences. I think there are a couple things going on, but can't pinpoint the main issue. During one print, while I was watching, the extruder paused in one location for at least 10 seconds before it moved on. Today I had a part the got knocked over during the print and upon examination I suspect the extruder paused in one spot long enough to melt to layers below and I suspect that once the extruder started moving again it knocked the part over. I'm speculating that the same sort of thing may be happening on other prints causing the layer shift. I have no idea how to address this issue.
RE: Layer shifting and odd "stringing" issues
Hi all,
I'm having the same issue of layer shifting in the X axis (and only in that axis, from position 1 to position 2, in the photos attached, each time in opposite directions):

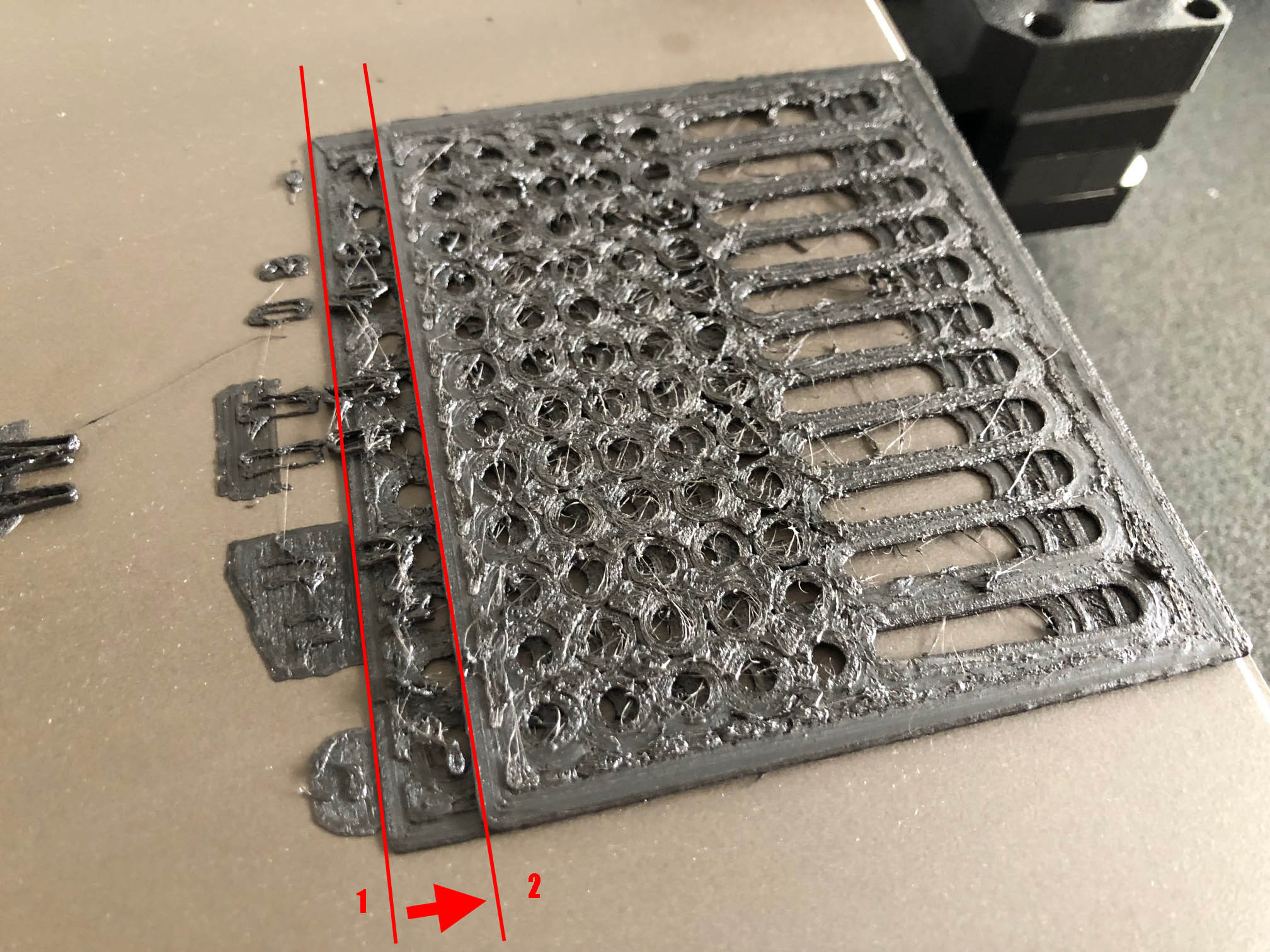
I've created two different G-codes for each try in hope that there was something in the first one that could cause the problem but in both of them layer shifting occurred in different places.
I'm also positive that the X belt tension is fine.
Any help will be much appreciated.
Thanks!
RE: Layer shifting and odd "stringing" issues
UPDATE:
After my last post I've double checked the X and Y belts tension and adjusted them again (the X one needed more adjustment, it was much more loose then the Y).
I've also increased extruder retraction from 1 to 2 and it greatly reduced the stringing you see in the above photos. Recreated the G-code again and started the print in a MK4 printer.
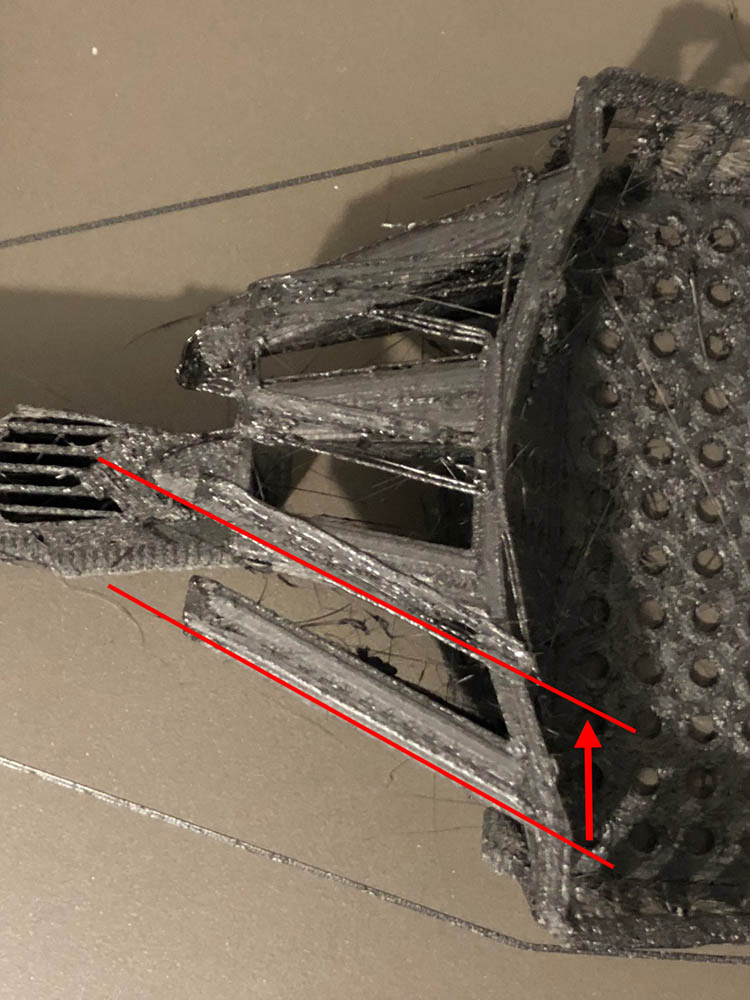
The total printing time was 4h30, but after around 2 hours in the printing I noticed a layer shift, this time in the Y axis, by around 1 cm, so I stopped it to avoid filament waste.
This layer shift started after some sudden (normal) moves in the Y axis but with some strange noises like bumps. That was also the case in the first time I experienced a layer shift in the X axis (first photo above). The bumps were similar to the ones the printer produces once the car hits the final part of the track. When I move the car by hand, or the printing head (X axis) with the printer turned off, I don't feel any kind problem and the movements are quite smooth all the way.
This last Y axis layer shift is clearly seen in the photo, marked with the red lines:

Anyone had experienced this issues and knows what can be happen?
Thanks
RE: Layer shifting and odd "stringing" issues
What version of firmware are you using? I've has several layer shift issues with the Input Shaper FM. I never had this happen prior to using IS FM. My plan is to select the "structural" mode instead of "speed the next time I print and see if that helps.
RE: Layer shifting and odd "stringing" issues
What version of firmware are you using? I've has several layer shift issues with the Input Shaper FM. I never had this happen prior to using IS FM. My plan is to select the "structural" mode instead of "speed the next time I print and see if that helps.
I'm using the last version (5.1.2), but don't know if it is related with IS or not. What I know is that when it happens, it's accompanied of some loud (bumps) noises while the car or extrusion head moves.
I always use structural mode, so it looks like there is no relationship between layer shift and speed/structural selection.
RE:
I'm using the last version (5.1.2), but don't know if it is related with IS or not. What I know is that when it happens, it's accompanied of some loud (bumps) noises while the car or extrusion head moves.
I always use structural mode, so it looks like there is no relationship between layer shift and speed/structural selection.
The loud bumps are related to the shifting. I am having the same issue. The loud bumps happen when the gcode is sending the print bed out of range causing the belt to slip. Tightening the belt won't help since the motors are very strong and will always win the battle with the drive pulley.
It must be something in the g-code that is causing this to happen. I'm hoping to get some time today to do a deep dive into the g-code to see what is going on.
RE:
@altruego Thanks for the help and explanation. It makes sense to me.
The only thing I don't understand is why it happened in three different locations and the three different tries. Shouldn't it happen in the same spot if it were a G-Code problem?
Could it be something (IS or other thing) that makes a sudden move causing the printer to loose de X or Y axis calibration in a way that successive layers keep printing in the wrong axis coordinates? And if it is already too close to the border of the printing area, it will start to be out of range, so the bumps.
The reason for the bumps (out of range printing) makes all the sense in my case since the part I'm trying to print is big and occupies almost all the area in the X range.
It's The Litterator - a cat litter scoop: https://www.printables.com/model/2648-the-litterator-cat-litter-scoop
Anyway, here is the link for the two G-code I'm trying to print (difference is just the nozzle used, 0.4 or 0.6), if you want to also take a look at it: https://we.tl/t-I9ZlXxVA8Y
Thanks
RE: Layer shifting and odd "stringing" issues
@altruego Thanks for the help and explanation. It makes sense to me.
The only thing I don't understand is why it happened in three different locations and the three different tries. Shouldn't it happen in the same spot if it were a G-Code problem?
Could it be something (IS or other thing) that makes a sudden move causing the printer to loose de X or Y axis calibration in a way that successive layers keep printing in the wrong axis coordinates? And if it is already too close to the border of the printing area, it will start to be out of range, so the bumps.
The reason for the bumps (out of range printing) makes all the sense in my case since the part I'm trying to print is big and occupies almost all the area in the X range.
It's The Litterator - a cat litter scoop: https://www.printables.com/model/2648-the-litterator-cat-litter-scoop
Anyway, here is the link for the two G-code I'm trying to print (difference is just the nozzle used, 0.4 or 0.6), if you want to also take a look at it: https://we.tl/t-I9ZlXxVA8Y
Thanks
I missed the part about it being in a different place with the same gcode file. It must be something else like the IS. My layer shifts have also happen when using IS. My printer is busy this evening but I will try to print it and will also look at the gcode.
BTW... I opened a case with Prusa support about this issue so maybe they will have some ideas.
RE: Layer shifting and odd "stringing" issues
Well, it was not the same Gcode, in fact:
1 - The first try was with the 0,4 nozzle and it was the first G-code I've generated. The layer shift occurred near the handle of the scoop, X-axis towards the left.
2 - For the second try I switched to the 0,6 nozzle, and increased filament retraction (because I also had a lot of stringing). The layer shift occurred shortly after the printing started, still in the base of the scoop, in the X-axis, towards the right.
3 - For the third try I increased further the retraction, created the new G-code and also reinstated the printer firmware and adjusted the X and Y belts, just to be sure that the printer was as it is supposed to be. This time the layer shift occurred also at the beginning of the handle (just a bit sooner than first try) but this time was in the Y-axis, toward the back of the printer.
In all of the three attempts, the amount of layer shifting was always around 1 cm.
Thank you for send it to Prusa support. I was also thinking about doing it. Please share any feedback that they could give.
Thanks.
RE: Layer shifting and odd "stringing" issues
Still working with support on this. It's not a fast process. I've downloaded your gcode but my printer has been running around the clock so I have tried to print it. I should get a chance to try to print it tomorrow.
Even though the layer shift doesn't happen with every print when it does happen it is only the y-axis that shifts and it is only when I am using input shaping. Same for you?
RE: Layer shifting and odd "stringing" issues
As I’ve mentioned above, I had layer shifting two times in the X axis (in opposite directions) and one in the Y axis.
Always with IS. Never tried to print without IS.
RE: Layer shifting and odd "stringing" issues
Recently, I have not been able to post to this forum when including an attachment. So I apol0gize in advance for not including a photos.
Since I started using Input Shaper I have experienced x axis layer shifts several times. I never had this problem before IS. After several failed prints and started to suspect two things: the high speed of the extruder movement and seeing the extruder pause one time for more than 10 seconds. I was using the "SPEED" setting in PrusaSlicer, so I thought I would change that to STRUCTURAL, which does not move the extruder around as quickly. But I had the same issue. However, this time I did not have any of the poor adhesion/stringing issues with the support material that I was seeing in the prints with the SPEED setting. With this slight improvement mind, I decided to print the part using the pre-IS settings (e.g. Original Prusa MK4 0.4 Nozzle and SPEED, which is still slow compared to IS). The result was flawless. So, based on all my observations and the configuration of my MK4, I suspect IS causes things to move too quickly and every so often something causes a layer shift. I wish I had a way to resolve this, because I do like being able to print parts much faster. I think enough folks are having this problem that it is something the Prusa will eventually have to address with future FM updates. In the mean time, I plan to try reducing some of the speed setting in IS to find a spot where I can print faster than the "old" settings, but not fast enough to cause problems.
RE: Layer shifting and odd "stringing" issues
Everything you say makes a lot o sense to me. Probably I’ll try something in that direction too.
You say that "With this slight improvement mind, I decided to print the part using the pre-IS settings (e.g. Original Prusa MK4 0.4 Nozzle and SPEED, which is still slow compared to IS)." - how exactly do you choose this? I imagine that you would need to install a "new" MK4 printer without IS?
And where is the setting that you plan to use to adjust print speed while in a firmware with IS?
thanks for your input
RE: Layer shifting and odd "stringing" issues
When you open PrusaSlicer, on the right hand side you will see various settings such as Print settings, filament, Printer. On the dropdown for Printer you should have your previous printers listed. I just selected the ones I used from there. (Sorry, can't do a screen shot because I get a security warning that won't let me post with photos.)
You can compare the different settings, including the speeds by clicking the "Window" tab at the top left and then "compare presets". A window will pop up with 3 equations. Use the drop down on one side of the equation to compare the settings with the other side. For example, If you have "Original Prusa MK4 0.4 nozzle" on the left, on the right select "Original Pruse MK4 Input Shaper 0.4 nozzle". You can see things like Acceleration control, Speed for print moves, etc. Under the "Print Settings" tab on the top left, you can see the "Speed for print moves" settings. (You must be in advanced mode to see these.) You can also see the Acceleration control settings.
Once I have a little time I may play with these settings to see if I can find a configuration to make me happy.
RE: Layer shifting and odd "stringing" issues
Everything you say makes a lot o sense to me. Probably I’ll try something in that direction too.
You say that "With this slight improvement mind, I decided to print the part using the pre-IS settings (e.g. Original Prusa MK4 0.4 Nozzle and SPEED, which is still slow compared to IS)." - how exactly do you choose this? I imagine that you would need to install a "new" MK4 printer without IS?
And where is the setting that you plan to use to adjust print speed while in a firmware with IS?
thanks for your input
My understanding is IS is off or on. Not a thing that can be set in the slicer settings. You can change the speeds but it will not turn off IS. The non IS version can be installed using "Configuration Assistant" under the "Configuration" drop down menu.