Interruption of supports and filling
Hello,
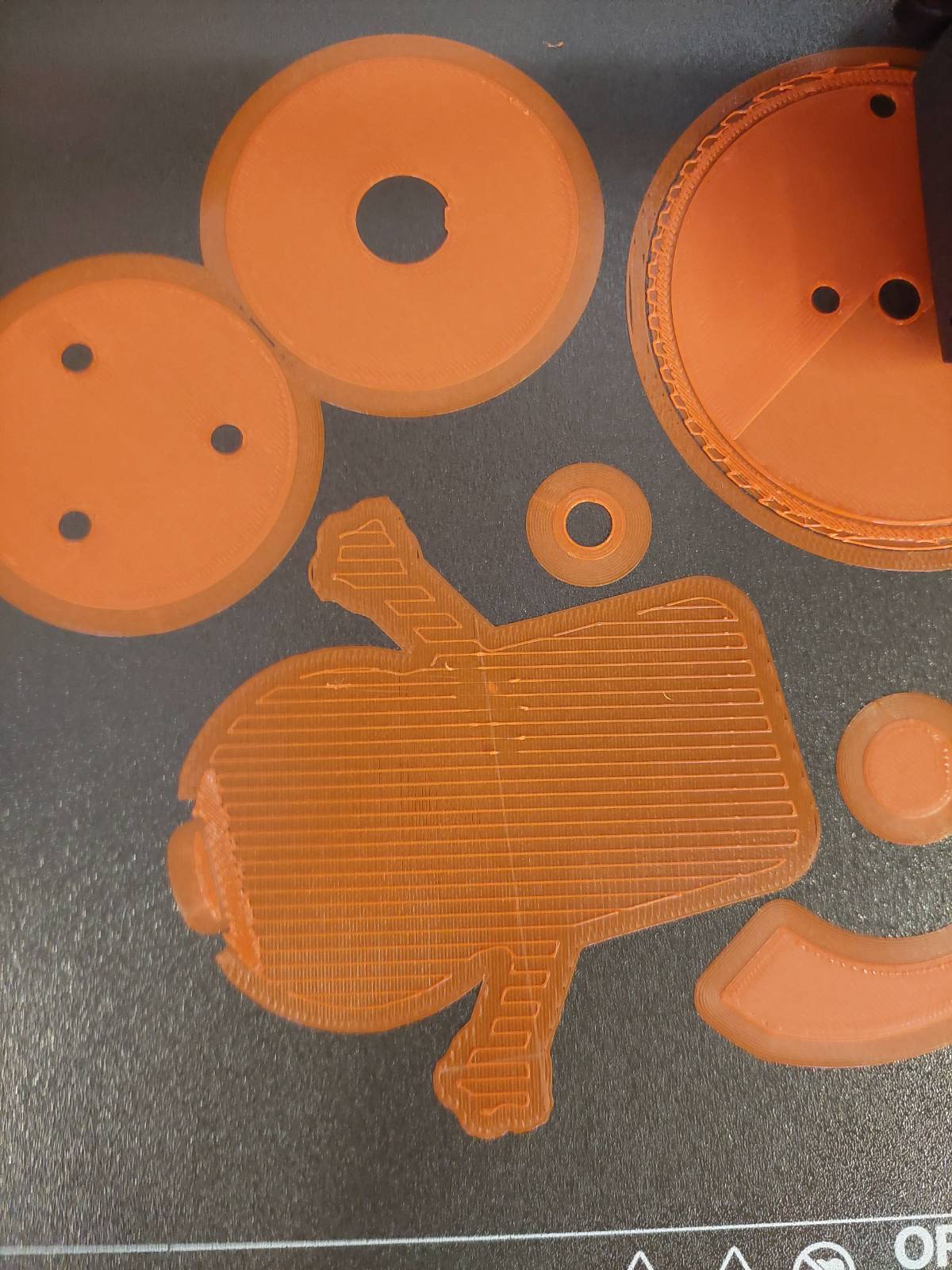
I have a problem with the continuity of the filling and supports.
Walls and exterior layers are printed correctly.
Material - PETG (Prusament)
Settings - Default for PETG prusament (input shaper)
Previously models were printed correctly without any problems and defects.
Nozzle is clean.
The Photos show the problem:

RE: Interruption of supports and filling
I am not the expert in this, but my idea:
- When printing the supports and infill the filament flow is much less then when printing perimeters. If there is a partial obstruction in nozzle, or heatblock, this may lead to underextrusion.
- Because of the lesser flow, it might be that the retraction does not work correct (slipping idler wheel) what causes under-extrusion at one moment and just after that oozing.
We will do what we have always done. We will find hope in the impossible.
Are you by any chance printing PETG at PLA temperatures?
Cheerio,
RE: Interruption of supports and filling
I am not the expert in this, but my idea:
- When printing the supports and infill the filament flow is much less then when printing perimeters. If there is a partial obstruction in nozzle, or heatblock, this may lead to underextrusion.
- Because of the lesser flow, it might be that the retraction does not work correct (slipping idler wheel) what causes under-extrusion at one moment and just after that oozing.
Nozzle is clean, so flow should be correct, but i will check the retraction coefficient
Are you by any chance printing PETG at PLA temperatures?
Cheerio,
Nope, in 100% temperature is default for PETG.