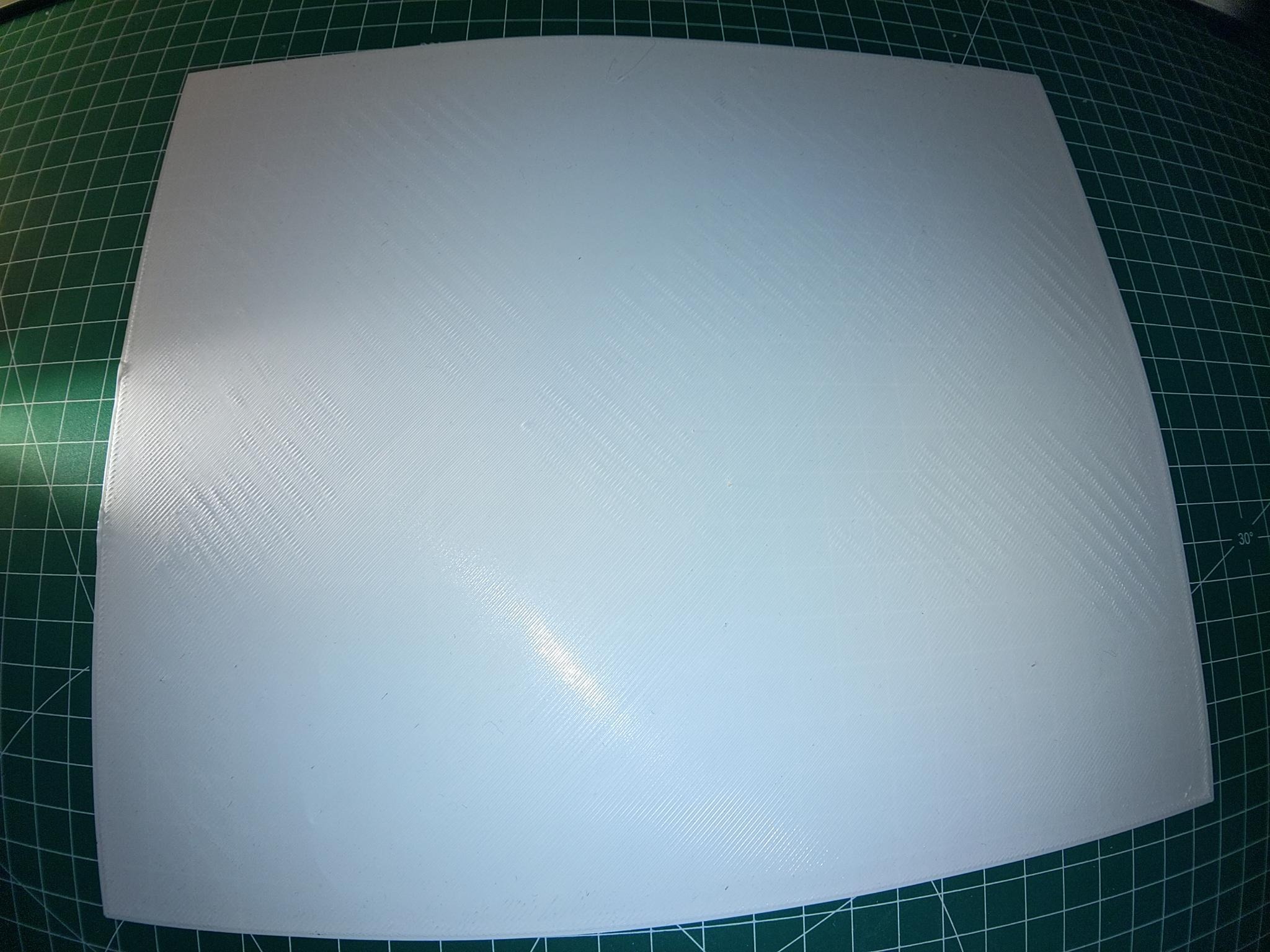
what would cause this ripply look in first layer?
I don't often print things with a large first layer so I don't know if it has always done this but noticed it today and wonder if it indicates a problem and what I might do to correct it? I have had my MK4 for about 6 months now and love it. I got the kit so I assembled it. I am using input shaping and have stick glue in a light layer on the pei sheet. Sliced with latest version of prusa slicer at default settings for prusament pla filament.
the ripples continued at about the same rate over the whole first layer but are very hard to see by the time the third layer was finished.
thanks for any tips!

It looks like the first layer is the tiniest fraction too low, perhaps by the thickness of a coat of glue ... why are you using it?
Cheerio,
RE:
Almost every print that I have tried to do without glue has either detached during the print or been stuck on so tight that I either almost damaged the print surface getting it loose (or did damage the sheet a few times) while I can only recall one or two prints that came loose when I was using glue...so I use glue everytime now because I have much fewer failed prints with it.
So you think the thin glue layer is throwing off the automatic first layer calibration? It seems like if that is causing the ripples in the picture I posted it would have been like that over the whole first layer instead of approx. half of the first layer?
RE: what would cause this ripply look in first layer?
The print just finished, the top side looks fine but you can still clearly see the ripples on the bottom, looks like about half the first layer has them and the other half is nice and uniformly smooth. Maybe the areas that rippled are spots where the glue was slightly too think? I think I'll print the first layer over again after cleaning the bed and see if it still has the ripples or not, that would either rule out the glue being the cause or not.

What filaments are you printing?
That looks like a bady mistreated smooth sheet; using the smooth sheet:
PLA works best with a very clean sheet, no surface treatment. We always suggest cleaning with unscented dishwashing detergent and very hot water, dry with a fresh paper towel and handle by the edges only.
PETG requires an adhesion reducer, either a spritz of Windex type window cleaner or thinned down gluestick; on a clean sheet wipe one stroke of gluestick then spread it over the whole sheet with a wet paper towel.
TPU and similar flexibles require about twice as much glue as PETG; not as much as you are using.
Do you have other print sheets, what is the other side of that one like?
So you think the thin glue layer is throwing off the automatic first layer calibration?
Not really, that was more a tongue in cheek comment on the amount of glue on the sheet. With the MK3 it would be a sign that the first layer needs recalibration, on a Mk4 I suspect it might be an early sign of nozzle wear.
Cheerio,
RE: what would cause this ripply look in first layer?
Thanks for the reply!
I always wash the sheet the way you recommended but as I said I have had trouble getting some prints off it when I didn't use the glue but the surface is still pretty smooth I think, any imperfections are recesses, not raised. There are a few spots where the print head pushed down too hard when calibrating and left a dimple on the other side of this sheet.
I will try your recommendations for the glue and filament type. I do have a textured sheet as well.
I just reprinted the first layer of the same print with the same filament (pic below) and the ripples look even worse on a clean sheet with no glue to me. They are ripples, I can easily feel them when I rub my finger over them, very rough.
The filament I am using is SHENGTIAN silk silver PLA and its a new roll.
I recently installed the V6 nozzle adapter with a "Micro Swiss Copper Core - M2 Hardened Steel Tip" so I don't think the tip should have much wear on it at less than 2 months old and with maybe 48 hours of print time on it, all pla.
Heres the first layer on the freshly cleaned sheet with no glue at all.

RE: what would cause this ripply look in first layer?
I went ahead and printed the first layer on my textured sheet and it came out just about perfect so I guess my pei sheet is just shot, It feels nice and smooth but maybe it has some slight ripples that are to light to feel but show up in the print?
What would you suggest for the textured sheet as far as when to use glue vs not? I print pla, petg, and sometimes asa, tpu and nylon depending on what I'm printing will be used for.
Thanks for the help identifying the problem, glad it wasn't a printer problem!

Silk is often tricky to print as it expands from the nozzle - go back and try with regular PLA. The texture is probably absorbing some of that expansion.
For general advice on how to use different sheets with each filament see: https://help.prusa3d.com/materials
Cheerio,
RE: what would cause this ripply look in first layer?
I tried the same first layer on the pei sheet with some prusa regular pla and there was much less ripples but they still showed up fairly pronounced in one section. Maybe a combination of a bad build plate and the silk pla? I ordered a new smooth plate so Ill try it on that and see what happens when it gets here.
Thanks for the help!
RE: what would cause this ripply look in first layer?
I had this problem with the satin sheet and silk PLA. Using live Z adjust to raise the nozzle fixed the problem.
RE: what would cause this ripply look in first layer?
Those ripples are a sign that the first layer is too close. When the first layer is too close, you don't have room for the filament to lay in even lines next to each other, so every once in a while, it sort of pushes up, and as the lines get added, those imperfections push on the next line being put down next to it, and you get those kind of ripples. When dialing in the first layers on my older ender printers, the exact same thing would happen, and I still get that from time to time on my MK3S+ machines in spots, when the sensor doesn't totally nail the homing (although it's not super common). I'm pretty much 100% certain that's what you're showing in those photos.
I'm having the exact opposite with my MK4s, I often get gaps inbetween the lines because the nozzle is too high, causing failures because it doesn't stick well. If I use a brass wire brush to clean the nozzle every print, it resolves the issue most of the time, but I think it's just a combination of using the nozzle to home, and then having bits of filament stuck to the end causing it to read incorrectly. I really wish there was a way to manually adjust some of the homing procedure, I'd love to have it 5 degrees hotter, and press down a little more firmly, in order to guarantee that filament bits aren't screwing up the homing. With my MK3s I press print and walk away. With the MK4 I press print, walk away, but need to make sure to come back about 10 minutes later to double check that it's actually working correctly.
RE: what would cause this ripply look in first layer?
I see the same problem on all my MK4s (I have 4 of them) when using the smooth sheet and PLA+. I worked with support and replaced the thermistor on one of them, but it didn't really help that much. I think the first layer must just be a tad low from auto-leveling, but have just learned to live with it for now.
RE: what would cause this ripply look in first layer?
i had a similar ripple problem when using IS. the mk4 was on a sturdy table, but when i placed a 20 pound concrete paver between the printer and table surface all my ripple problems were gone. YMMV.
RE: what would cause this ripply look in first layer?
Hi,
i have the exact same issue. Back and forth with support did not find any obvious Hardware problem. They suggested i should lower first layer temperature - but i had to go down almost 20 to 30 Celsius to see any noticeable effect but the linebonding got worse then. Now i tried to adjust the Live Z - it helps to Lift the Z a bit higher (~ 0.05mm) and the problem is less severe.
Now the ripple is still there but it's a bit less obvious. I can live with the "always perfect first layer" not being that perfect - my only gripe is that its unclear if the MK4 honors the Z-Offset adjustment of the Slicer.
Some say the Z Offset of Slicer in Gcode is ignored by MK4 - some say MK4 uses it. Unfortunately there is no official Documentation for MK4 using this option.
The solution can't be that i have to adjust the Live-Z on every start of a Print. A clarification from @Prusa would be very nice.
RE: what would cause this ripply look in first layer?
They suggested i should lower first layer temperature
This works by lowering the flow rate of the filament via the temperature - not exactly the best way to go...
Now i tried to adjust the Live Z
Serial printing like octoprint won't work this way and it's not exactly convenient...
Some say the Z Offset of Slicer in Gcode is ignored by MK4 - some say MK4 uses it.
Using a per filament z-offset via gcode absolutely works and that's the way I found for myself.
Under 'Filament Settings - Custom G-code' edit Start G-code and add
; Adjust Z G1 Z1.014 F500 G92 Z1
This example translates to:
G1 Z1.014 F500 -> move to Z 1mm + 0.014mm offset using a feedrate of 500
G92 Z1 -> set the current Z height as 1mm
Moving Z to 0 via gcode like in many examples is not allowed by the firmware, hence 1mm is used.
This works for lowering the z-height too of course, to give it a little more squish. Simply add the offset to the G92 command this time - and yes, a positive offset will give you a lower 'real' Z height. Using 0.01-0.03mm offset usually works well for me.
Absolutely always check the numbers when using gcode. Incorrect values might cause damage to your printer!
To get the best results for the first layer using a specific filament usually a mix of adjusting the temperature for the best flow characteristics and then dialing in Z via gcode for me works best.
And of course this only works well if the loadcell gets the correct values, hence a clean nozzle and print bed are mandatory.
I can live with the "always perfect first layer" not being that perfect
With every filament being different and a 'one size fits all' approach there is no way for this to work a 100%, but this marketing stunt got me as well 😉
But maybe we'll see a tweaked model of adjusting the first layer via the actual filament pressure using the loadcell in a future firmware ... 🤔
RE: what would cause this ripply look in first layer?
Hi,
I had the same issue and support help me to solve it. The solution is really easy. You have to reduce temperature of hotend by 5°C until it's perfect. (If you have changed Zoff set, reset it to 0).
RE: what would cause this ripply look in first layer?
@dawson did you ever find the root cause for this? Did using a new smooth sheet help?
I have been trying to figure this out with prusa support for a long time but no success. They suggested I send the printer to be assessed but I don't want to pay the very high shipping costs. :/
I get these ripples and bed adhesion is very bad. I got a replacement load cell but didn't help.
RE: what would cause this ripply look in first layer?
Ripples like that are 100% caused by the nozzle being too close. Lowering the temperature probably reduces flow a little bit, which will mask the issue, but isn't solving the core problem.
I have 3 MK4 machines (just built the third one last week), and only one of them is showing this behavior. If you could adjust the Z offset of each machine, like you can on the MK3, it wouldn't be an issue. The fact that you can't do that, because they've made things "easier", is so frustrating. I get what they are trying to accomplish, but why couldn't they have left the ability to tweak it on each printer individually?
Hi,
I had the same issue and support help me to solve it. The solution is really easy. You have to reduce temperature of hotend by 5°C until it's perfect. (If you have changed Zoff set, reset it to 0).
RE: what would cause this ripply look in first layer?
Prusa support seems to think this could be caused by a bad load cell. I am waiting to receive my second replacement. But I am not hopeful it will fix it.
Ripples like that are 100% caused by the nozzle being too close. Lowering the temperature probably reduces flow a little bit, which will mask the issue, but isn't solving the core problem.
I have 3 MK4 machines (just built the third one last week), and only one of them is showing this behavior. If you could adjust the Z offset of each machine, like you can on the MK3, it wouldn't be an issue. The fact that you can't do that, because they've made things "easier", is so frustrating. I get what they are trying to accomplish, but why couldn't they have left the ability to tweak it on each printer individually?
Hi,
I had the same issue and support help me to solve it. The solution is really easy. You have to reduce temperature of hotend by 5°C until it's perfect. (If you have changed Zoff set, reset it to 0).
RE: what would cause this ripply look in first layer?
I had this same issue. No one in support can seem to fix it from a hardware stand point but they suggest different slicer settings like Z offset and lowering the extrusion multiplier and temperature. Like Mark Blasco mentioned, I feel this isn't really a fix and just hides the issue since I didn't have to do any of this when I first got my printer. Previous Gcodes that i'd use over and over now have to be removed and resliced. I don't think that's normal. I'm adding this post to hopefully raise awareness of the issue but also to hopefully help someone get back to printing with the bandaid fix.