Printing Siraya Tech PPA-CF on a Core One
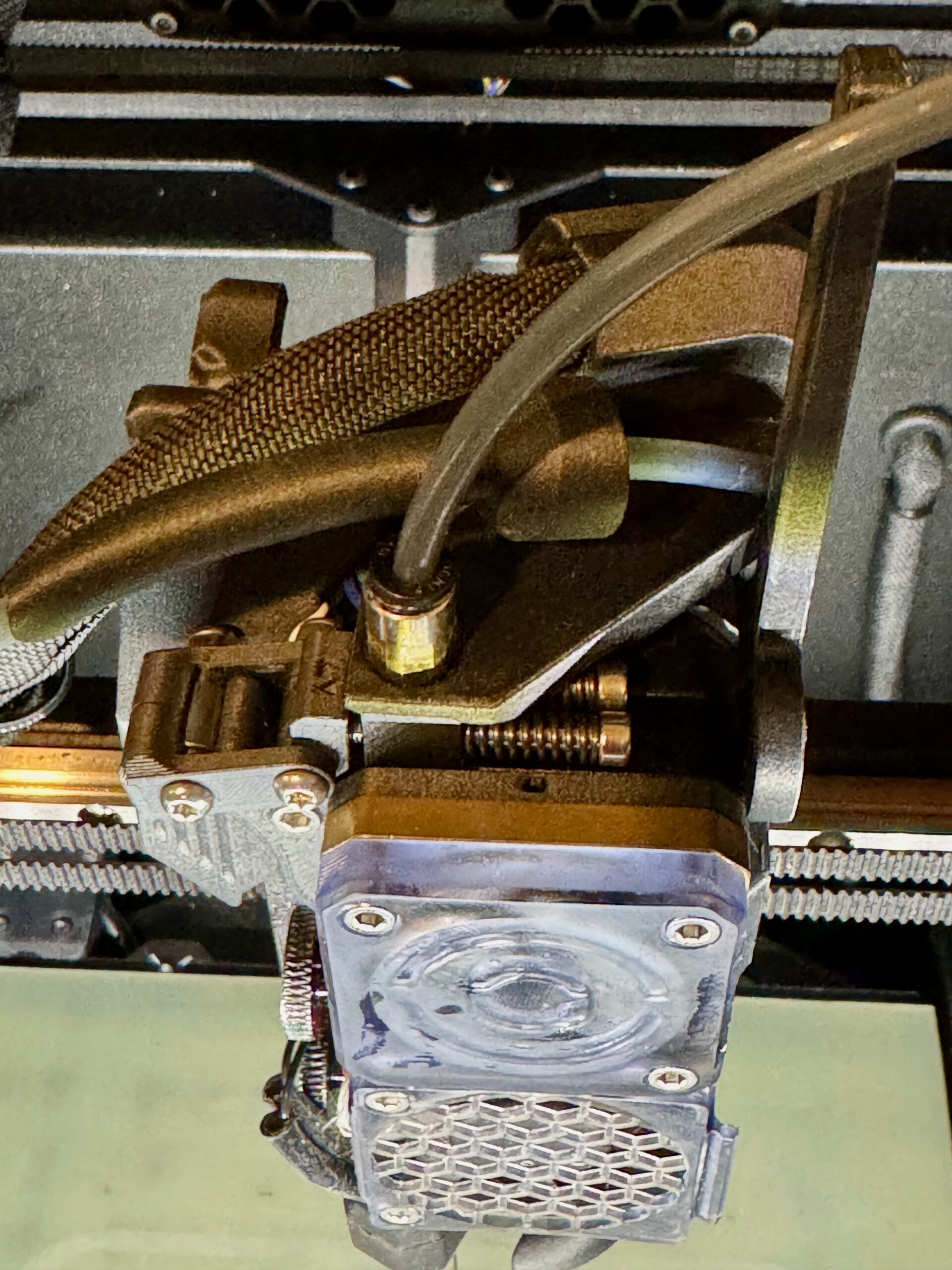
Of all the filaments I own, this one seems to be the most challenging... not to print, but to load. It's extremely stiff and brittle and I ended it snapping it several times trying to get it past the Bowden bend and into the Nextruder. Once I got it past the filament sensor I could not get it past the extruder gear into the nozzle. This is because I'm using a bogie mod that is optimized for flex materials. So I finally managed to get it to feed in by snaking a separate Bowden tube from my dry box going underneath the top (see pic below). There is a one pulley Bogie mod on Printables made for specifically for this and ASA/ABS-CF but turns out I didn't need it.
Starting from the filament specs from SirayaTech:
- Nozzle temperature: 280–300 °C (290 °C recommended starting point)
- Bed temperature: 90–110 °C (100–105 °C recommended starting point)
- Chamber temperature (if available): 50–70 °C preferred
- Cooling fan: Off or very low; minimal cooling only if needed for overhangs
- Print speed: 30–60 mm/s
- Retraction (direct drive): approximately 0.5–1.0 mm
- Drying: 90 °C for 4–6 hours recommended before printing
- Storage: Keep filament dry; re-dry if print quality degrades
- Build surface: PEI, Garolite (G10), or other engineering plates
- Adhesive: Use adhesive to improve bed adhesion if needed
I ran the calibrations and came up with the following for my Core One. For this I used a Diamondback 0.6mm nozzle.
- Nozzle temperature: 290 °C
- Bed temperature: 105 °C first layer, 95 °C after
- Chamber temperature: 55 °C nominal
- Cooling fan: Off (max 40% allowed, typically unused)
- Print speed: 30 mm/s perimeters, 25 mm/s external perimeters, 35 mm/s infill
- Max volumetric speed: 6.5 mm³/s
- Retraction: 0.7 mm length, 45 mm/s speed, 0.2 mm lift
- Extrusion multiplier: 0.917
- Pressure advance: 0.035 (M572 S0.035 in filament start G-code)
- XY shrink compensation: 0.18%
- Z shrink compensation: 0.18%
- Build surface: G10 on rigid steel with Vision Miner Nano Polymer adhesive
RE: Printing Siraya Tech PPA-CF on a Core One
Forgot to mention, I dried the filament for 12hrs at 85C. I printed from from a drybox at < 10% RH but then after 8 hrs I had to pop it back into the dryer.
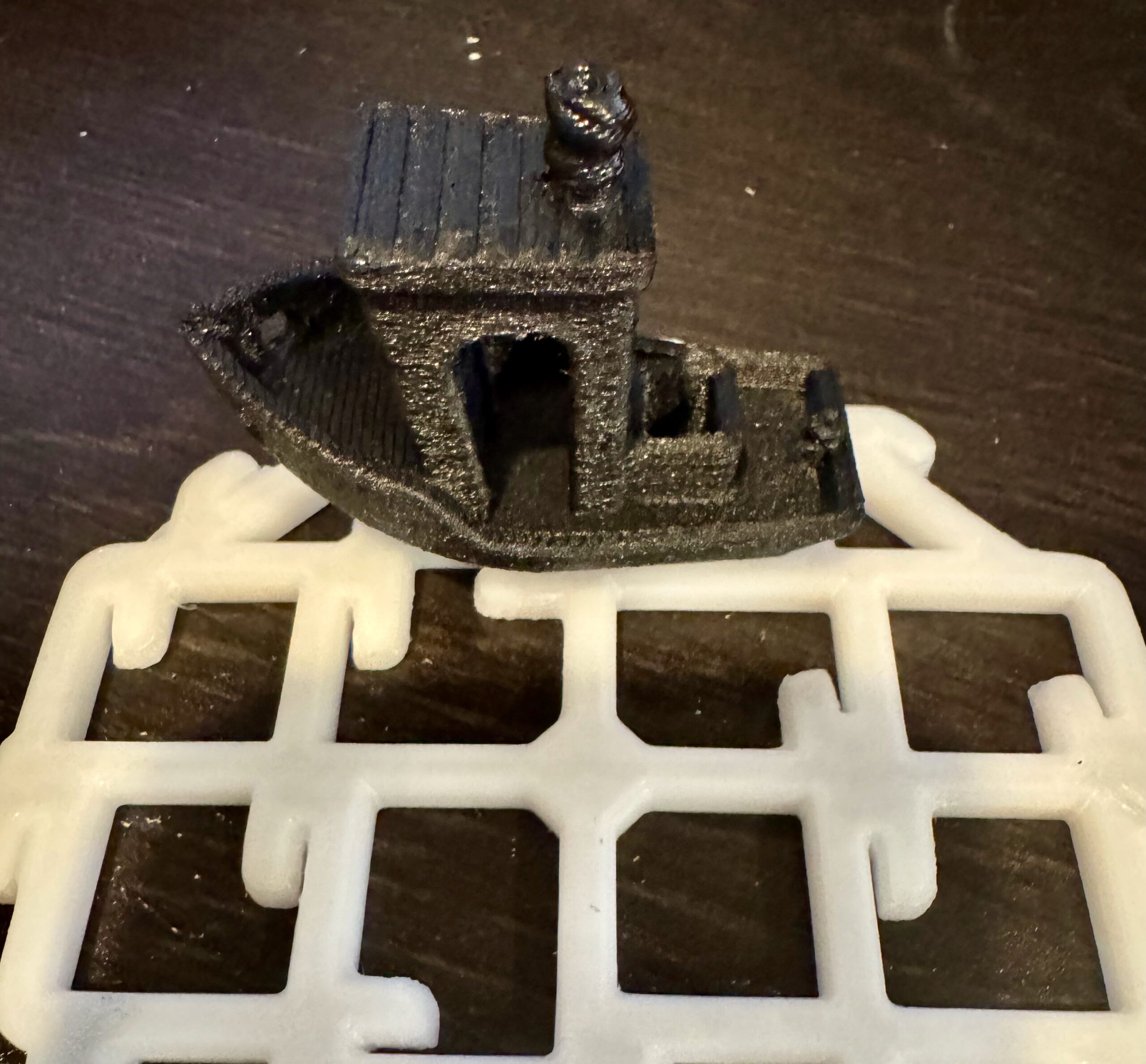
I printed an obligatory Benchy. It's not the best benchy in that it was after 8 hrs of testing and the filament had to go back in the dryer before I printed it. Also 290° is probably too low for this filament but that's as high as the C1 can reach.
For fun, it's sitting on top of a Califlower printing in POM (acetal Delrin) which is by far the most difficult filament I've ever printed. I'll do a separate write-up on that one.
RE: Printing Siraya Tech PPA-CF on a Core One
I'd like to weigh in on this.
I haven't printed PPA-CF on the C1 yet, but I have on the XL and the Bambu Lab X1C.
I tested PPA-CF from Bambulab and Creality.
Do you also have the problem that the filament breaks as soon as there is only 1/3 left on the roll?
With Creality PPA-CF rolls, this always happens to me with every roll. In the Nextruder, the filament breaks when the bending radius (determined by the roll diameter) becomes so small that “straightening” causes the break.
I would like to try one more thing. Rewind a new PPA-CF roll from Creality onto a modified filament roll with a larger inner diameter and slightly heat the filament so that it becomes “bendable.”
Mods for Core One: Core One HT 450 degrees, Comfortable display , Very fast print start and Reducing noises
Mods for Prusa XL: Very fast print start
RE:
This filament is sitting in my Amazon cart, awating the HT hotend release. Based on the testing I saw, you need 300. Look forward to more sharing on this once the HT hotend is released.
RE: Printing Siraya Tech PPA-CF on a Core One
This filament is sitting in my Amazon cart, awating the HT nozzle release. Based on the testing I saw, you need 300. Look forward to more sharing on this once the HT is released.
Yep, 290 is just barely usable. I had to reduce the flow rate to get anything decent out of the nozzle.