RE: Unsauberer Druck mit PETG
Die Wände und Bodenplatte sind alle so dünn, da macht das Infill keinen Unterschied.
Ich werde es mal zum testen bei mir mit den Standardeinstellungen für Prusament PETG und 0,1 Detail drucken.
Mal sehen was raus kommt 😉
RE: Unsauberer Druck mit PETG
@andy_p
Jau danke. Bin gespannt wie gut es bei dir wird. Ansonsten hab ich vorhin etwas über die Reinigung der Düse gelesen, das werde ich morgen mal mit der Kaltziehen Methode testen.
RE: Unsauberer Druck mit PETG
@headshaker
Für den Cold-Pull auf alle Fälle PLA verwenden. PETG wird dir abreißen.
Ich geh da immer auf 250°C schieb ordentlich rein, lass es abkühlen und bei ca 100°C zieh ich mit Kraft das Filament wieder raus.
https://help.prusa3d.com/de/article/kaltzug-mini_126399
https://help.prusa3d.com/de/article/verstopfte-duse-hotend-mini_112011
RE: Unsauberer Druck mit PETG
Also hier der druck.
Mittig positioniert:
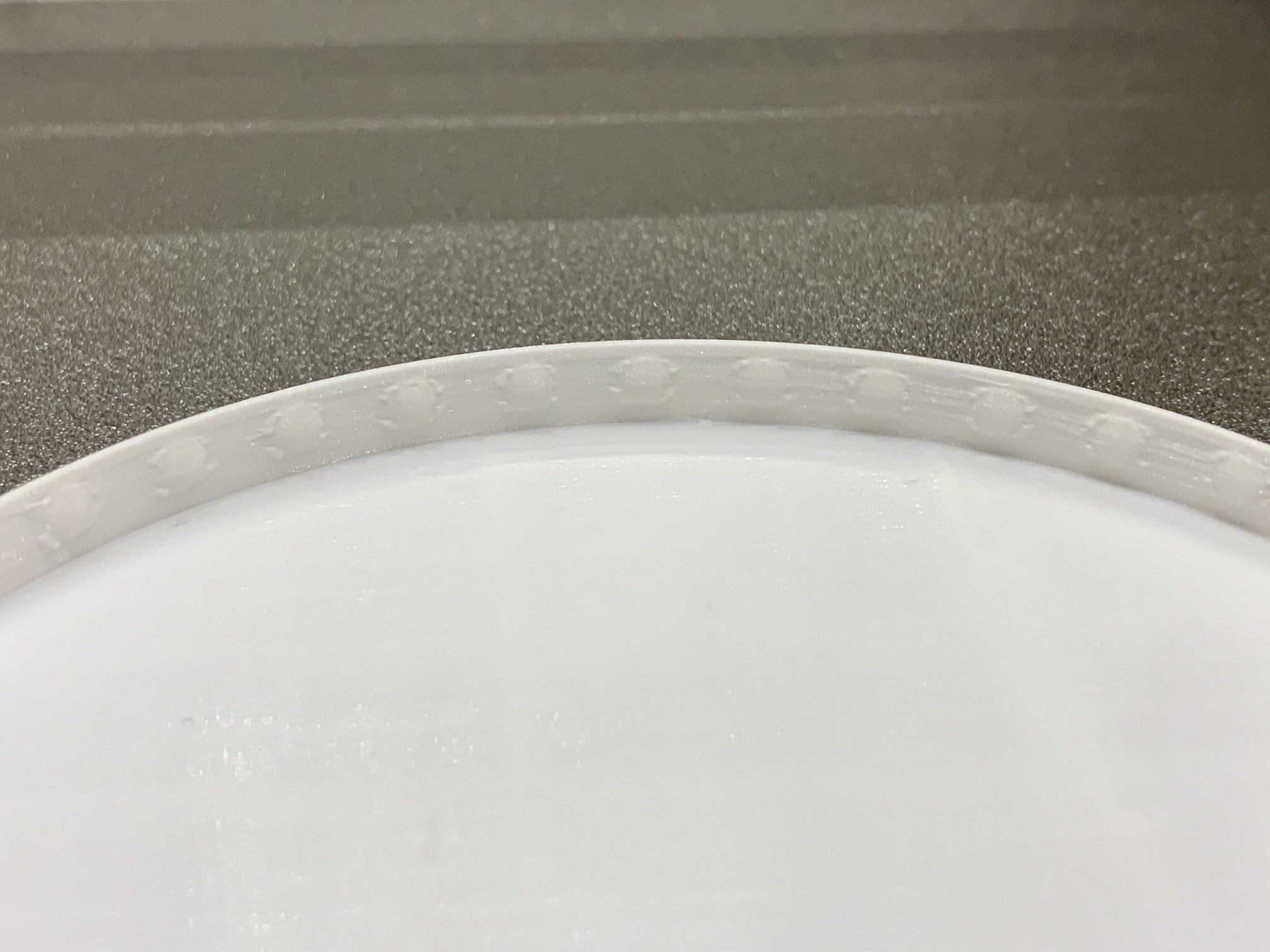
Der Rand schaut überall gleich aus:
RE: Unsauberer Druck mit PETG
Moin, die Details sehen nicht perfekt aus aber wenn sie überall gleich sind dann ist es wenigstens gleichmäßig. Beneide diese Gleichmäßigkeit. Danke das du den Test gedruckt hast. War das jetzt v3 oder v6?
Mal sehen was bei mir die Düsenreinigung bringt.
Gibt es eigentlich ein Referenzobjekt welches man drucken kann, an dessen Ergebnis man dann die jeweiligen Probleme identifizieren kann?
RE: Unsauberer Druck mit PETG
Ich hab die Version 6 mit Standardeinstellungen gedruckt.
Jetzt könnte das verfeinern anfangen.
0,7 oder sogar mit 0,5 Ultradetail drucken.
Retract anpassen (Einzuglänge)
Geschwindigkeit drosseln
mit der Düsentemperatur ein wenig spielen
Damit die gerade Fläche schöner wird kann das Bügeln aktiviert werden 😉
...
Ein einzelnes Referenzobjekt gibt es so eigentlich nicht.
Es gibt verschiedenstes. Calibration-Cube, Temptower, Benchy, ..... mit dem sich jeweils andere Sachen überprüfen lassen
RE: Unsauberer Druck mit PETG
Okay bei den Settings bin ich raus. Ich dachte das Setting von Prusa für Prusa kann das alles?!
Scheint nicht der Fall zu sein.
Gibt es einen Artikel oder Beitrag dazu welche Auswirkungen man erzielt bzw. wann es Sinn macht von der Standarttemperatur abzuweichen, die Geschwindigkeit zu drosseln oder die Einzuglänge zu verändern (keine Abnung was das ist). Ich bin da noch nicht so drin aber sehr neugierig mehr darüber zu erfahren.
Mein Druck der v6 oben auf den letzten Fotos mit 0.2mm war mit den Standardeinstellungen in Slicer außer 100% Infill. Ich finde die Details der Beulen am Innenrand an den wenigen guten Stellen eigentlich bei meinem Druck etwas besser. Leider ist es nicht überall so, das scheint ja bei mir kein Problem mit Einstellungen zu sein wenn er mal gut und weniger gut druckt, je nachdem wo er gerade im Modell druckt.
Interessant wäre wenn du den noch dünneren v3 mit der kleinen Rundung mal ausprobierst. Mit den Standardeinstellungen. Das war das Objekt welches bei mir beim Druck in der Mitte des Druckbetts an der einen Seite eine saubere Kante und gegenüber fast ein Zahnrad gebaut hat. Oben bei den ersten Bildern.
RE: Unsauberer Druck mit PETG
Als Orientierung sind sie sehr sinnvoll.
Jeder Drucker kann aber ein wenig anders reagieren. Es gibt auch unterschiedliche Umgebungsbedingungen die Auswirkungen haben können,...
Einzug ist der Weg um den das Filament ein- bzw. zurückgezogen wird, um beim neu Ansetzen an einer anderen Stelle auf dem Fahrweg kein Filament auf dem Weg an nicht gewollten stellen anzubringen und das Stringung (Fäden ziehen) zu minimieren. Hoffe die Erklärung ist verständlich.
Allgemein ist es sinnvoll wegen der Temperatur einen Temptower zu drucken. Hier kann dann gut erkannt werden mit welcher Düsentemperatur am besten Winkel, Rundungen, Löcher, Brücken, Kegel,... gedruckt werden.
https://www.prusaprinters.org/de/prints/37052-prusa-mini-temptower-for-pla-petg-and-abs
Bei Prusament gibt es ja schon Empfehlungen, hier mit Test-Objekten einfach während des Drucks die Temperatur Manuel ändern und das Druckergebnis bewerten.
Ich kann wenn ich später wieder zu Hause bin noch mal einen Druck raus lassen 😉