Top Layer hat Lücken
Hallo zusammen,
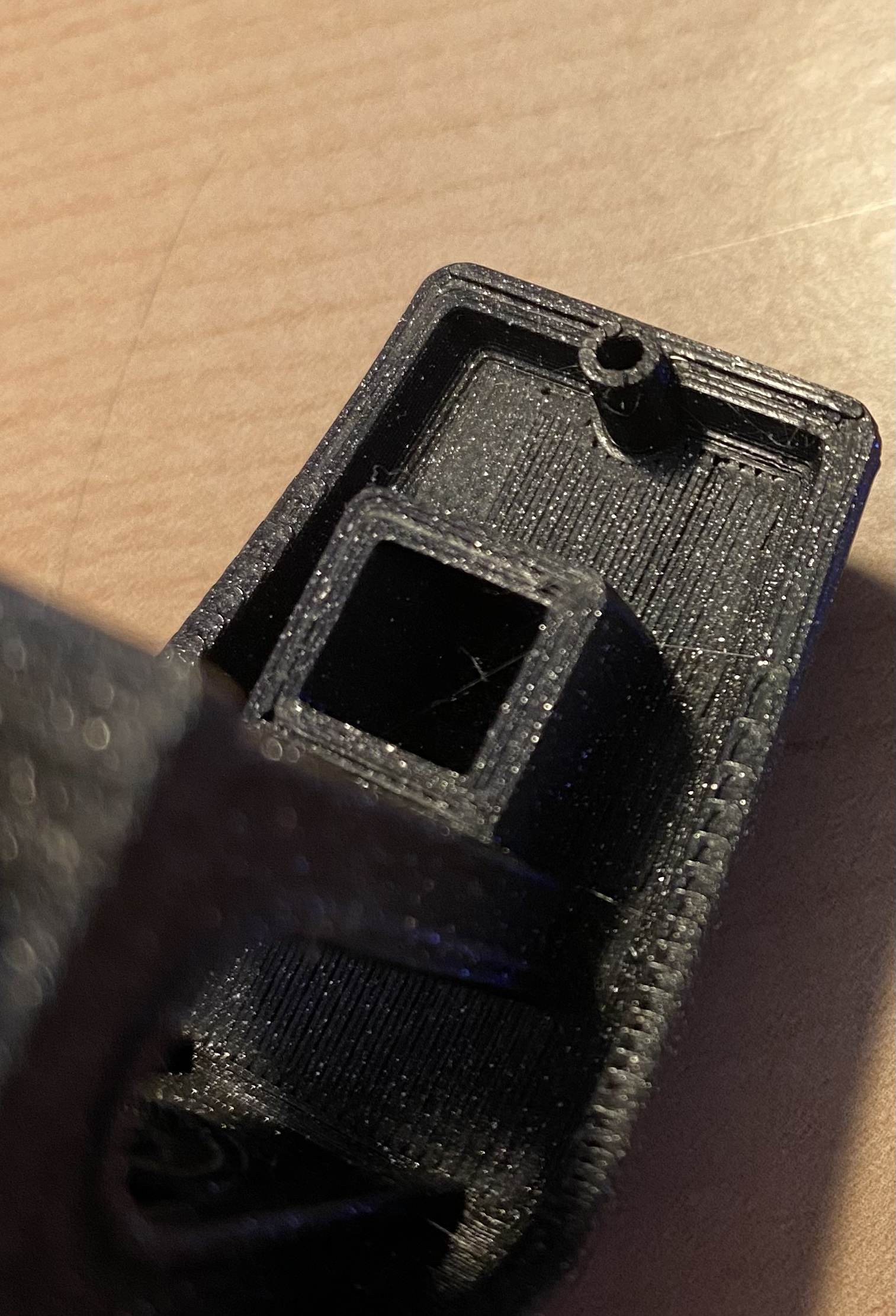
Ich habe meinen Prusa Mini+ fertig zusammengebaut und habe bereits die Testdateien vom Stick gedruckt: Nut, Trillerpfeife, Benchy. Bei allen drei Dateien habe ich in der Deckschicht Linen, welche nicht geschlossen sind. Als Beispiel habe ich ein Bild vom Benchy hochgeladen. Der First Layer und auch die Seitenwände sehen spitze aus! Einzig und allein das genannte Problem…
Vielleicht kann mir ja jemand helfen. Danke schonmal!
RE: Top Layer hat Lücken
Hi,
ich vermute, du nutzt den Prusaslicer und druckst mit einer 0,4er Düse, oder? Wenn dem so ist, geh mal in den Prusaslicer unter Druckeinstellungen und dort in Erweiterte Einstellungen. Dort siehst du dann die einzelnen Extrusion Width-Werte. Den für die erste Schicht würde ich an deiner Stelle erstmal lassen, weil dieser auch Einfluß auf die Haftung auf dem Heizbett hat...
Setze die anderen mal auf 0,32 mm und beobachte mal, wie das Benchy dann raus kommt. Allerdings ist das kein Wundermittel, sondern zwingt Ihn nur näher zu fahren und ermöglicht Ihm kleinere Positionen/Radien anzufahren. Der Nachteil ist halt, deine Düse ist 0,4 mm im Durchmesser. Nach wie vor. Er "presst" da nun die Menge für eine 0,32 mm Raupe raus. Ich Formuliere es bewußt so mit "Pressen" um es zu verdeutlichen, was da passiert: Es wird feiner, aber der Druck nimmt auch ab. Du kannst wunderschöne Figuren drucken, aber wenn es um Festigkeit geht, hat es schon einen Grund, warum Spritzgussteile mit Druck in die Form eingespritzt werden... Also für feste Teile ist die Methode gänzlich ungeeignet. Aber ein Benchy ist jetzt nicht unbedingt als "Sturmerproptes Fahrzeug" vom Einsatzzweck her...
Gruß, Digibike
RE: Top Layer hat Lücken
Danke für deine Antwort, die Datei war bei Auslieferung auf dem Stick. Gerade druckt meine erste eigene STL. auch hier sehe ich schon ab dem 3. Layer, dass die Schichten in der Mitte nicht "zusammen" kommen.
RE: Top Layer hat Lücken
Ich habe hier mal eine Münze gedruckt. Er fängt von rechts an und hört links auf. Rechts geht es noch, aber zur Mitte hin werden die Linien nicht mehr richtig verschlossen.

RE:
Hallo Jonas
Hast Du das Problem auch beim 1. Layer? Mein Drucker (so wie viele andere mit ihren Minis) haben teilweise das Problem mit underextrusion. Bei mir bin ich an der Fehlersuche am 1. Layer - daher die Frage. Bei meinem 1. Layer Problem zeichnet es sich genau das gleiche ab. Falls das bei Dir so wäre, kann ich Dir gerne auflisten, was ich alles geprüft habe (habe dort auch Fehler gefunden wie z.B. ein zu kurzes PTFE Rohr im Hotend).
Beispiel
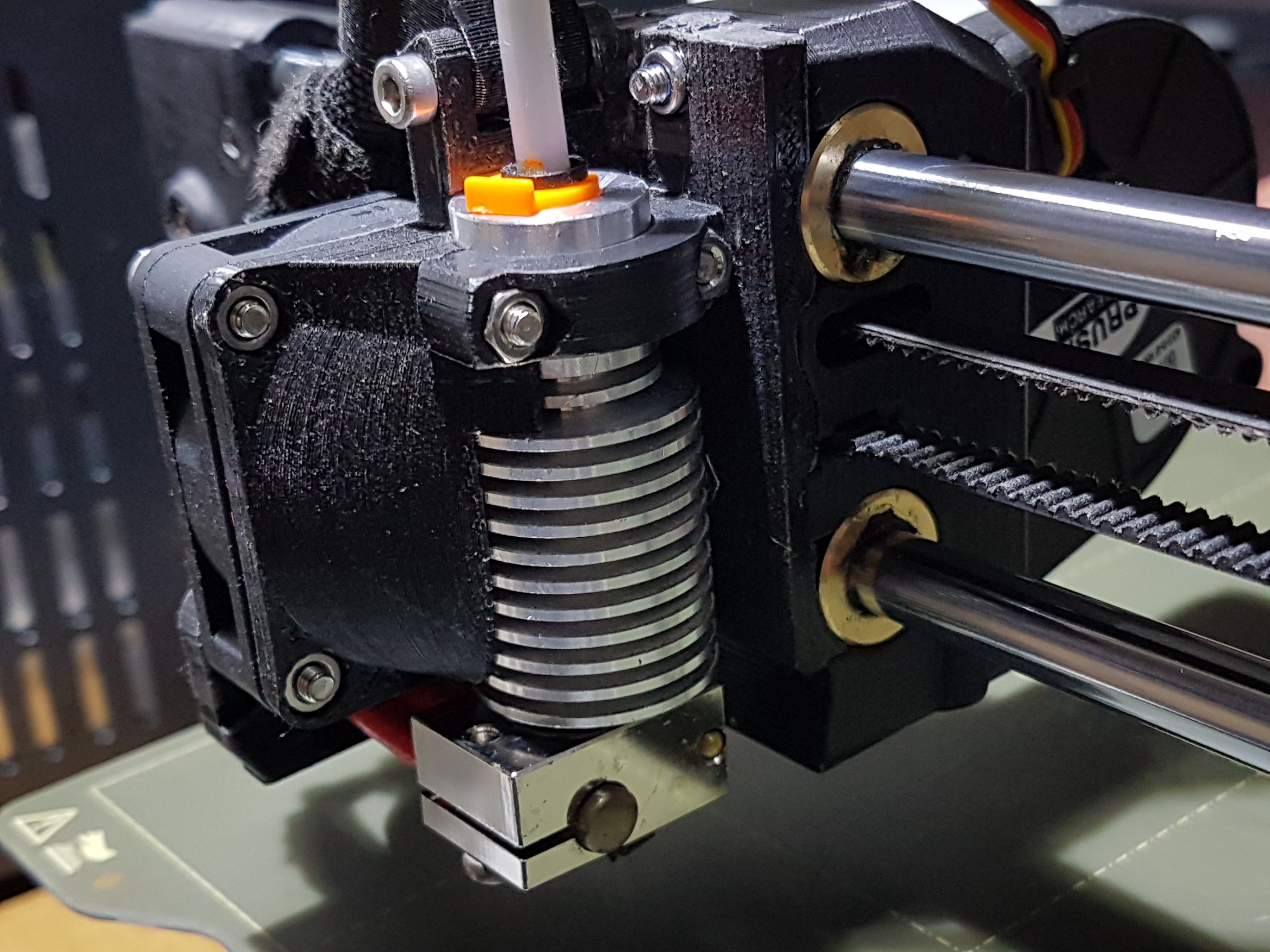
- Hat das PTFE Tube in der Heatbreak die richte Länge und ist korrekt drin?
- Hotend: richtig zusammengesetzt (Düse und Heatbreak ohne Abstand dazwischen), Heatbreak ganz im Kühlkörper drin.
- Extruder: Sauber oder wird das Filament abgerieben und hat somit Filamentstücke/Staub? Einstellung der Stellschraube am Extruder z.B. prüfen. Extruder schlimmstenfalls auseinandernehmen und reinigen.
Hoffe, das hilft Dir schon mal
RE: Top Layer hat Lücken
Wenn ich das so verfolge, ist das eine weit verbreitete "Krankheit" bei dem Mini. Über kurz oder lang lohnt es sich da, daß Orginal Hotend raus zu werfen und sich ein E3D oder gleich die moderner und bessere Variante Mosquito anzuschaffen. Kostet zwar etwas, aber man spart sich den ewigen Ärger mit dem Hotend... Beim Mosquito hat man auch gleich noch den Vorteil, daß der Ausleger weniger Gewicht "rumschleifen" muß. Das wiederrum verbessert das ganze bezüglich Schwingungen und in X nach außen absenkender Position (wird halt nur einseitig gehalten...).
Gruß, Digibike
RE:
@Digibike: Der "Mini" hat leider viele Kinderkranheiten (auch nach bald über 2 Jahren) und ist meiner Meinung nach der Name der Marke Prusa nicht wert 🙁 Das ist jedoch eine andere Diskussion....
Viele haben den Mini mit einem Upgrade des Extruders und/oder der Heatbreak zu einem stabilen Drucker umfunktioniert. Das mit dem Mosquito Hotend wusste ich noch nicht, vielen Dank für die Info.
RE: Top Layer hat Lücken
Danke für eure Hilfeversuche…
Beim First Layer habe ich das Problem nicht. Sollte es von Anfang an so gewesen sein, dann hab ich vielleicht sooo tief gelevelt, dass es passt!?
Jedenfalls gefällt mir der First Layer super. Alles drüber hat die Lücken wie beim Grünen Chip weiter oben zu sehen…
Die Idee mit unterextrusion hatte ich auch. Ich habe während dem druck den Fluss von 95% auf 98% gesetzt, das hat leider keinen Unterschied gezeigt. Kann denn die Filamentmenge so verkehrt sein, wenn die Seitenflächen eine wunderbare Oberfläche aufweisen?
Liebe Grüße
RE:
Hallo Jonas
Ist doch schon mal gut zu hören, dass Dein 1. Layer gut aussieht 🙂 Wenn Du zu tief levelst, würdest Du das wahrscheinlich vorher sehen. Zumindest starkes Unterextrusion wirst Du damit kaum kompensieren können und würde sich dann auch anderswo im Druck zeigen.
Zu deiner Frage: Wenn hier erfahrenere User eine fundierte Antwort geben könnten, wäre das natürlich hilfreicher 🙂 Bei einem Creality Drucker hatte ich schon mal, dass ich nur minimal tunen musste, da die Oberflächen nicht perfekt waren.
Meine Inputs sind die, die Du sicher prüfen kannst (siehe oben) z.B. PTFE Tube Länge und korrekte Installation des Hotends. Das ist auch immer wieder eine Fehlerquelle bei Underextrusion beim Mini, so viele Einträge wie es dazu gibt. Da dies sehr einfach und schnell geprüft ist (<15min) lohnt sich das sicher.
Was Du auch machen könntest, wenn Du gar nicht mehr weiter kommst, wäre ein Chat mit dem Prusa Support.
@Digibike: Habe mal kurz nach dem Mosquito Hotend geschaut. Das Hotend sieht zwar sehr spannend aus, ist aber im Verhältnis zum Mini meiner Meinung nach viel zu teuer. Bei uns kostet es ca. 35-50% des Mini-Anschaffungspreis. Da ist eine Bondtech oder Vertex Heatbreak für 10-20USD in einer akzeptablen Preisspanne für die Problemlösung. Erstaunlicherweise konnte ich fast 5 Monate mit dem Standard Hotend ohne Probleme drucken und hatte eine sehr gute Qualität erhalten. Erst nach ca. 5 Monaten fingen die ganzen Probleme langsam an, die sich bis heute hartnäckig halten.
RE: Top Layer hat Lücken
Danke dir!
Ich habe leider die nächsten Tage wenig Zeit…ich berichte mal sobald ich euren „üblichen“ Verdacht wie Hotend, PTFE usw. Geprüft habe. Einen Chat mit dem Prusa Team hatte ich schon. Das hat mir überhaupt nicht geholfen, denn mir wurde gesagt es liegt vermutlich an der Einstellschraube vom Extruder. Macht für mich wenig Sinn, da diese ohne Filament bündig endet(Werksangabe). Was haltet ihr von einem Coldpull? Vielleicht hat sich irgendwas kleines in der Düse festgesetzt oderso.
Sollten alle Maßnahmen nicht wirken, werde ich im Slicer experimentieren… wobei mir das etwas Bauchschmerzen bereitet, da die mitgelieferten G-Codes vom Stick auch schon so aussahen.
RE:
Ich drucke nun schon ca. 1 Jahr mit dem MK3 E3D V6 Hotend am Mini und musste mich bislang "noch" nicht mit Verstopfungen oder sonst. Problemen bzgl. Extrusion herumplagen. War für mich eine billige Alternative, da ich über reichlich MK3 Ersatzteile verfüge und die dazu benötigten Elemente preislich im Bereich von 20-30 Euro (+-) liegen. Der Mini ist natürlich ein Bowdentyp geblieben. Der PTFE ist durchgängig bis zur heatbreak.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Top Layer hat Lücken
Hallo Karl. Vielen Dank für den Input. Das ist natürlich auch eine Überlegung wert. Da bei den 3D Modellen viele Halterungen für das E3D V6 Hotend zu finden sind: Welche Halterung wurde von Dir verwendet? Vielen Dank im Voraus 🙂 Sobald ich den neuen Extruder (ist bestellt) erhalten habe und alles getestet ist schaue ich, wie lange es mit der Bondtech Heatbreak läuft. Sollte es dann immer noch solche Probleme geben, wäre das E3D natürlich eine Alternative. Mein Ziel wäre es jedoch nur so wenig wie nötig zu ändern, damit die Profile des Prusaslicers möglichst 1:1 verwendet werden können. Ein paar Zeilen beim Start Code ist keine Hexerei.
Musstest Du danach sonst noch etwas beim Slicer einstellen (z.B. Retraction) oder konntest Du alle Standardwerte vom Prusaslicer für die Profile verwenden (z.B. für Prusament)?
@Jonas: Ein Cold Pull ist immer nützlich um die Düse und die Heatbreak zu reinigen. Zudem siehst Du dort auch gleich, ob alles "sauber" aussieht oder ob das herausgezogene Filament auf etwas hinweist.
Die Stellschraube habe ich etwas gelockert: Zuerst nach Werkstangabe einstellen (bündig zum Plastik des Extruders). Danach 1-2 Umdrehungen gelockert. Bei mir hat das geholfen, dass das Filament nicht so stark abgerieben wurde. Wenn das Filament zu stark abgeriebenn wird, kann das durchaus zu Underextrusion oder allgemein zu ungleichmässiger Extrusion führen. Da Du von den mitgelieferten Gcodes sprichst, gehe ich davon aus, dass Du Prusament verwendest. Dort sollte es ohne Lockerung der Stellschraube gehen. Zumindest habe ich so fast 4 Monate ausgedruckt und erst für ein weiches Filament die Änderung durchgeführt und dann für alle Filamente so belassen. Das zu testen, schadet sicher nicht.
RE: Top Layer hat Lücken
Die 3D-Konstruktion zum E3D für den Mini ist Marke Selfmade. Ich habe auch noch eine Variante mit zusätzlichem Frontlüfter (zur besseren Luftverteilung). In der Firmware und im Slicer habe ich nichts geändert, Temperaturen an der Düse habe ich geprüft. Die passen soweit (Abweichungen von ca. +- 2-3 Grad C). Verbaut ist ein vernickelter Kupferblock mit Titanheatbreak. Falls Daten benötigt werden, kann ich diese gerne zur Verfügung stellen. Ich habe alle Teile aus ASA, bzw. den "Fanshroud" aus Carbonnylon von 3dxtech gedruckt.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Top Layer hat Lücken
Hallo Karl
Vielen dank für die schnelle Antwort. Falls es bei mir zu einem E3D V6 Hotend kommen sollte, kann ich ja zuerst einmal die Mounts ausprobieren, die bereits online sind (da gibt es einige mit guten Bewertungen) 🙂 Falls das nicht gehen sollte, komme ich gerne auf dein Angebot zurück.
Jetzt heisst es 2-3 Wochen auf das Extruder Upgradekit zu warten bevor mein Projekt weiter geht.
Happy printing 🙂