RE: Oberfläche / 1. Lage
Hab auch schon ein PLA Filament gehabt, das deutlich außerhalb der üblichen Temperaturen gedruckt werden musste 😕
Gruß 3
Mini+ und 3D Druck Experte since 12.january2021 (first print 😉 )
RE: Oberfläche / 1. Lage

So langsam kann sich das Ergebnis sehen lassen. Ich musste doch noch einiges tiefer mit der z-Achse. Das Material: PLA-Prusament (250Grad/bei 245Grad blockiert es).
Jetzt bekommen die Bauteile allerdings auf der 1. Lage einen scharfen Grat, den man natürlich nachbearbeiten könnte. Ließe sich das vermeiden, wenn ich die z-Achse wieder etwas höher stelle oder ist das normal?
Es wäre für Anfänger, wie mich, absolut hilfreich in die Druckerlieferung Testplättchen reinzulegen für schlechte und gute Drucke, damit man eine Vorstellung hat, was mit dem Drucker möglich ist und wohin die Kalibrierung gehen muss. Die Bilder im Handbuch sind zu schlecht zu erkennen. Außerdem ist was Haptisches sowieso besser.
Viele Grüße
RE: Oberfläche / 1. Lage
Der Effekt nennt sich Elefantenfuß und ja, du bist mittlerweile zu tief und solltest wieder etwas höher gehen.
RE: Oberfläche / 1. Lage
@joerg-b-2
Im PrusaSlicer existiert in den Druckeinstellungen auch einen Schalter "Elefantenfuss Kompensation". Ist der Schalter aktiviert, wird die erste Layerbahn ein vordefiniertes Maß nach innen verschoben. Damit lassen sich aber nur geringe Korrekturen durchführen. Bessere Lösung -> optimaler Z-Adjust.

Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Oberfläche / 1. Lage
@joerg-b-2
Ich würde bevor du so viele Objekte druckst (und das Filament verschwendest) den First Layer genauer "Kennenlernen". Das erspart die viel Ärger
Mit der "Erste-Schicht-Kalibrierung" kannst du viel sehen.
So geh ich immer vor:
1. Z-Achse bei 0.000 beginnen lassen.
2. Erst mit der Korrektur beginnen wenn er die Richtige bahn fährt (nicht schon bei Düse freispritzen)
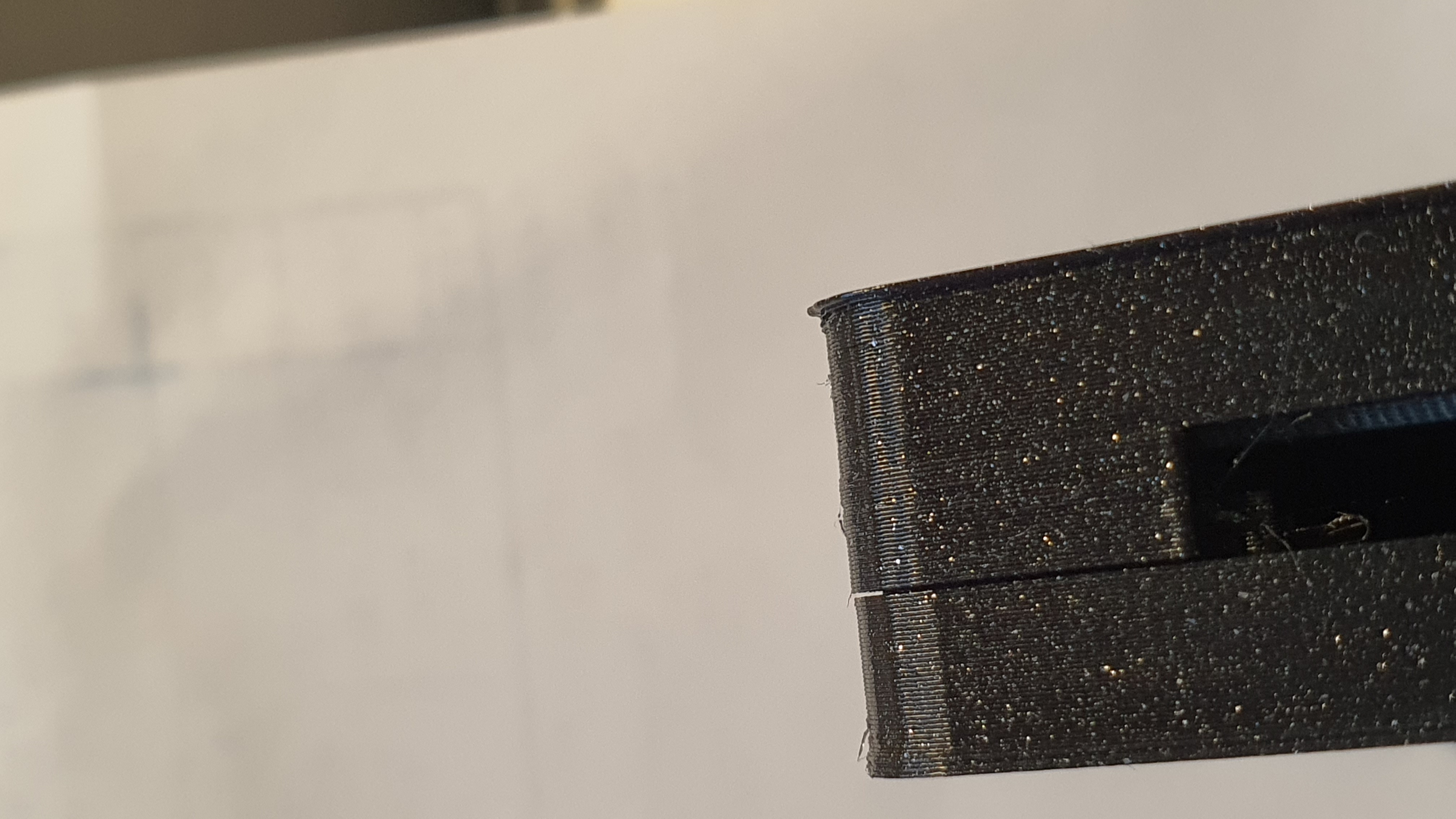
3. Wenn du dich mit dem deinem Auge genau auf gleiche höhe wie das Druckbett bringst, sieht du bei den kurzen Strecken wie die "Wurst" aussieht. Hier ist viel Licht hilfreich. Fahre die Z-Achse so lange nach unten bis sich links und Rechts neben der Düse eine Erhöhung Bildet. Jetzt bist du etwas zu Tief, langsam wieder nach oben korrigieren bis diese verschwindet.


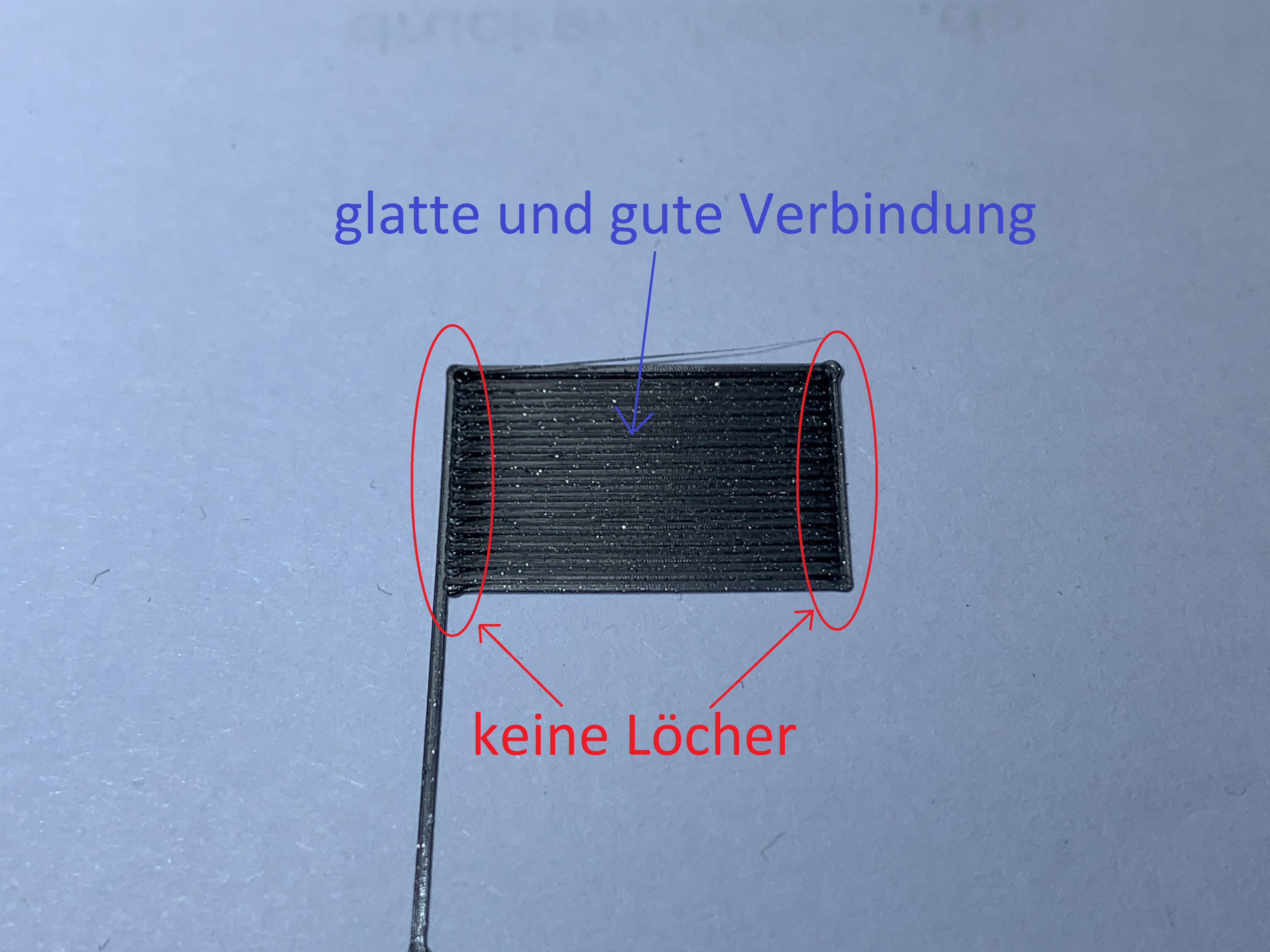
4. Wenn der vorherige Schritt gut Eingestellt wurde, sollte der Flächendruck folgende Eigenschaften ausweisen:
Die Linien müssen glatt und sauber Verbunden sein. (Keine wulste nach oben) Sie dürfen sich nur mit Kraft trenne lassen.
Der Druck um die Bahnen und die Bahnen dürfen keine Lücke bzw. Löcher haben.
Wenn du das so hinbekommst, sollte der Elefantenfuß automatisch verschwinden, die erste Schicht gut haften und somit der Restliche Druck auch gut gelingen.
RE: Oberfläche / 1. Lage
Ach und ganz vergessen zu erwähnen!
Achte darauf das du wenn du das Sheet wechselst (glatt und struktur) immer die Z-Höhe anpasst! (oder mit der Neuen FW für den MINI das richtige Profil auswählst)
Druckempfehlung: PLA mit glatter Platte, PETG mit strukturierter Platte.
Der Z-Achsen Höhenunterschied sollte zwischen den Platten ca. 0.33mm sein ! (Bei mir z.B. glatt -0,545 und struktur -0,873)
Also nicht mit PLA kalibrieren und dann PETG drucken, das wird so nix.