Extruder blockiert Filament PETG
Hallo,
ich habe leider mehrere Probleme mit meinem neuen Mini+.
Das massivste ist von gestern auf heute wollte ich ein Gitter drucken, heute Morgen ist nur das halbe Gitter fertig und das Filament (PETG Prusament) hängt fest.
Nun habe ich den Extruder zerlegt, das Filament entfernt und wieder zusammengebaut. Danach wieder Erste Schicht kalibriert und mir hat es die Nozzle versaut (Filament um die Düse gewickelt), da ich - 1600 gegangen bin, da das Filament auf der strukturierten Platte (PEI) nicht haftet.
Neue Nozzle eingebaut, Platte komplett mit Spühlmittel (obwohl vorher mehrmals mit Isoprob gereinigt) gewaschen. Komischerweise hat er beim neuen Laden des Filaments die Z Achse (Anzeige Z: 204) nicht sauber erkannt und die Z Achse hat noch oben hin blockiert. Firmware neu geladen, Verkabelung und Stecker nochmal geprüft, Selbsttest (habe ich mehrmals schon durchgeführt, hin und wieder kommt der Hinweis, dass die Achsen nicht erkannt wurden und ich die Stecker checken soll), erste Schicht auf 1300 und den Druck des Gitters wieder gestartet, Filament lief sauber und spielfrei. Leider hat sich bei ca. 50% des Drucks das Filament wieder im Extruder gefressen und am Hotend kommt nix an. Macht fiese Geräusche, hier Videos noch beim Druck und einer beim Entladen.
https://1drv.ms/u/s!Ar5zMuBoXHpwyzjogdb0yQJJs544?e=huEPeK
Im Video Entladen sieht man auch, dass sich das Gitter vom Bett löst.
Ich habe die Standardeinstellungen zum Prusament PETG und das Bett bei der ersten Schicht von 85 auf 90 Grad erhöht. Der Drucker steht in einer Einhausung und im Keller habe ich eine Lufttemperatur von 19 Grad. Beim Druck sind in der Einhausung ca. 23 Grad

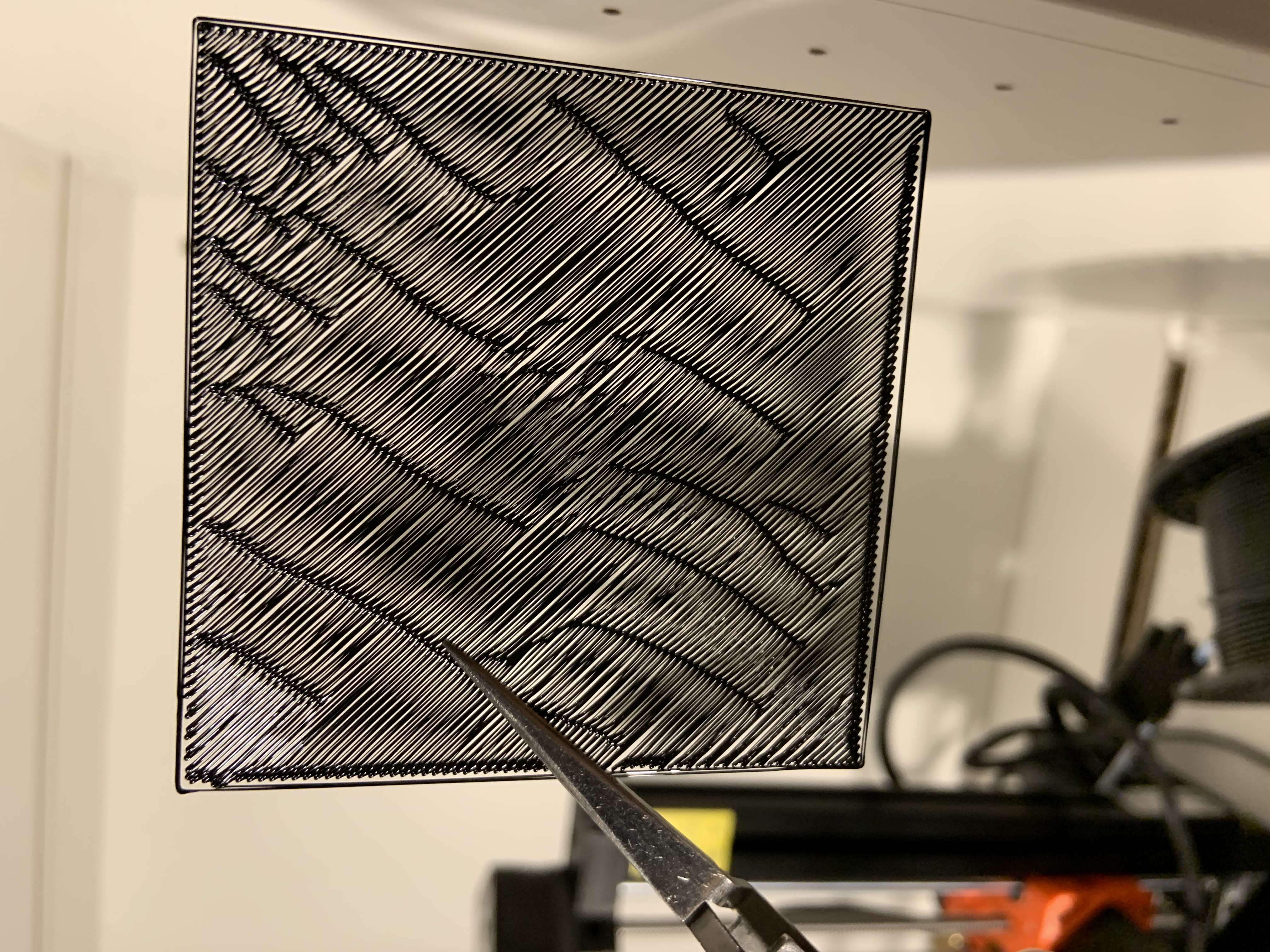
Und hier noch das Druckergebnis. Überraschend ist, dass es zwei mal das gleiche Problem gab.
Hier die Unterseite vom Bett:

Hier die Seite von der Düse

Dass dass nicht out of box geht war mir schon klar, aber solche Probleme habe ich nicht erwartet...
Hat einer von euch eine Idee?
Vielen Dank und Grüße
Kini
RE: Extruder blockiert Filament PETG
Hallo,
ich habe leider mehrere Probleme mit meinem neuen Mini+.
Das massivste ist von gestern auf heute wollte ich ein Gitter drucken, heute Morgen ist nur das halbe Gitter fertig und das Filament (PETG Prusament) hängt fest.
Nun habe ich den Extruder zerlegt, das Filament entfernt und wieder zusammengebaut. Danach wieder Erste Schicht kalibriert und mir hat es die Nozzle versaut (Filament um die Düse gewickelt), da ich - 1600 gegangen bin, da das Filament auf der strukturierten Platte (PEI) nicht haftet.
Neue Nozzle eingebaut, Platte komplett mit Spühlmittel (obwohl vorher mehrmals mit Isoprob gereinigt) gewaschen. Komischerweise hat er beim neuen Laden des Filaments die Z Achse (Anzeige Z: 204) nicht sauber erkannt und die Z Achse hat noch oben hin blockiert. Firmware neu geladen, Verkabelung und Stecker nochmal geprüft, Selbsttest (habe ich mehrmals schon durchgeführt, hin und wieder kommt der Hinweis, dass die Achsen nicht erkannt wurden und ich die Stecker checken soll), erste Schicht auf 1300 und den Druck des Gitters wieder gestartet, Filament lief sauber und spielfrei. Leider hat sich bei ca. 50% des Drucks das Filament wieder im Extruder gefressen und am Hotend kommt nix an. Macht fiese Geräusche, hier Videos noch beim Druck und einer beim Entladen.
https://1drv.ms/u/s!Ar5zMuBoXHpwyzjogdb0yQJJs544?e=huEPeK
Im Video Entladen sieht man auch, dass sich das Gitter vom Bett löst.
Ich habe die Standardeinstellungen zum Prusament PETG und das Bett bei der ersten Schicht von 85 auf 90 Grad erhöht. Der Drucker steht in einer Einhausung und im Keller habe ich eine Lufttemperatur von 19 Grad. Beim Druck sind in der Einhausung ca. 23 Grad
Und hier noch das Druckergebnis. Überraschend ist, dass es zwei mal das gleiche Problem gab.
Hier die Unterseite vom Bett:
Hier die Seite von der Düse
Dass dass nicht out of box geht war mir schon klar, aber solche Probleme habe ich nicht erwartet...
Hat einer von euch eine Idee?
Vielen Dank und Grüße
Kini
Den Bildern nach ist Dein First Layer nicht richtig eingestellt. Ich fürchte da musst Du nochmal ran.
Auch der Sprung von 1300 auf 1600 ist extrem. Hast Du die Werte in kleinen Schritten angepasst oder direkt umgestellt?
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Extruder blockiert Filament PETG
Hallo,
ich habe leider mehrere Probleme mit meinem neuen Mini+.
Das massivste ist von gestern auf heute wollte ich ein Gitter drucken, heute Morgen ist nur das halbe Gitter fertig und das Filament (PETG Prusament) hängt fest.
Nun habe ich den Extruder zerlegt, das Filament entfernt und wieder zusammengebaut. Danach wieder Erste Schicht kalibriert und mir hat es die Nozzle versaut (Filament um die Düse gewickelt), da ich - 1600 gegangen bin, da das Filament auf der strukturierten Platte (PEI) nicht haftet.
Neue Nozzle eingebaut, Platte komplett mit Spühlmittel (obwohl vorher mehrmals mit Isoprob gereinigt) gewaschen. Komischerweise hat er beim neuen Laden des Filaments die Z Achse (Anzeige Z: 204) nicht sauber erkannt und die Z Achse hat noch oben hin blockiert. Firmware neu geladen, Verkabelung und Stecker nochmal geprüft, Selbsttest (habe ich mehrmals schon durchgeführt, hin und wieder kommt der Hinweis, dass die Achsen nicht erkannt wurden und ich die Stecker checken soll), erste Schicht auf 1300 und den Druck des Gitters wieder gestartet, Filament lief sauber und spielfrei. Leider hat sich bei ca. 50% des Drucks das Filament wieder im Extruder gefressen und am Hotend kommt nix an. Macht fiese Geräusche, hier Videos noch beim Druck und einer beim Entladen.
https://1drv.ms/u/s!Ar5zMuBoXHpwyzjogdb0yQJJs544?e=huEPeK
Im Video Entladen sieht man auch, dass sich das Gitter vom Bett löst.
Ich habe die Standardeinstellungen zum Prusament PETG und das Bett bei der ersten Schicht von 85 auf 90 Grad erhöht. Der Drucker steht in einer Einhausung und im Keller habe ich eine Lufttemperatur von 19 Grad. Beim Druck sind in der Einhausung ca. 23 Grad
Und hier noch das Druckergebnis. Überraschend ist, dass es zwei mal das gleiche Problem gab.
Hier die Unterseite vom Bett:
Hier die Seite von der Düse
Dass dass nicht out of box geht war mir schon klar, aber solche Probleme habe ich nicht erwartet...
Hat einer von euch eine Idee?
Vielen Dank und Grüße
Kini
Was ich als extrem empfinde sind die Geräusche, welche anscheinend von Extruder ausgehen. Soviel man dem 2. Video entnehmen kann, scheint ja das Filament (die Rolle) richtig reingewürgt zu werden. Was mich auch etwas stutzig macht, ist die Tatsache, dass die Y-Achse über die Endposition fährt. Dies sollte sie nach dem Referenzieren aller Achsen nicht tun.
Ich würde von vorne beginnen, einen factory reset durchführen, Firmware neu flashen (4.2.1 nicht die 4.3.0 Testversion), Druckbett bzw. Druckplatte auf Ebenheit und Achsen auf Schiefstellung überprüfen. Die Ebenheit lässt sich gut mit einem Stahllineal testen. Zur Prüfung einer evtl. Schrägstellung fährst Du mit der Düse nahe ans Bett hin, bewegst die Achsen und beobachtest die Distanz zum Druckbett. Evtl. Musst Du die Schrauben der Z-Säule etwas lockern oder mehr festziehen. Das ist beim Mini leider nicht optimal gelöst. Außerdem würde ich den Extruder auf Verunreinigungen und die Idler Einstellung überprüfen und auch den Filamentsensor vorerst mal weglassen. Den brauchts zu Begin nicht unbedingt.
Wenn dies alles passt, First Z-Layer einstellen und mal testen, aber immer dabei bleiben und genau beobachten 👍
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Extruder blockiert Filament PETG
Hallo Kini,
zuerst würde ich einen Coldpull machen um auszuschließen dass die Nozzle teilweise verstopft ist. Anleitung findest du bei Prusa
Dann den Extruder nochmal reinigen und die Spannung richtig einstellen(Einstellschraube außen bündig ohne Filament geladen)
Hast du einen Filamentsensor? Wenn ja Befestigungsschraube nicht zu fest angezogen?
First Layer Test richtig machen.
PETG haftet auf der glatten Platte normalerweise zu gut siehe hier.
Ich mach die Feinjustierung mit den Files im Anhang. Sind von Joan hier aus dem Forum.
Da siehst du mehr und hast länger Zeit.
Schiebt sich das Material auf, wird uneben, bist du zu tief.
Siehst du die einzelnen Layer bist du zu hoch. Mit der Zeit bekommt man ein Auge dafür 😉
RE: Extruder blockiert Filament PETG
Ich bin beim Erste Schicht Kalibrieren mit der ersten Düse bis 1600 hoch, da das Testgitter an den Ecken nicht gehalten hat. Es soll doch so sein, dass das Filament direkt unter der Düse auf das Bett gebracht wird. Bei mir ist es so, dass es von der Düse wie ein Faden aufgebracht wird. Sprich vom Bett zur Düse hängt das Filament wie ein Faden, schräg mit ca 3-4 cm Versatz. Im Prinzip wie ein Dreieck mit rechtem Winkel von der Düse zum Bett dann ca 4cm nach hinten und von dem Punkt zu Düse ist die Schräge;-)
Beider neuen Düse hat das Gitter gepasst. Die kleine Fläche war noch lückenhaft. Das hatte mir erst mal gereicht, da dieses die Unterseite des Gitters ist.
Was mich mehr frustriert ist, dass ab ca 50% des Drucks kein Filament ausgegeben wird, da dieses im Extruder blockiert. Aus dem Hotend kann ich es ziehen. Irgendwas scheint mit dem Extruder mit dem PETG nicht zu stimmen. PLA konnte ich mit kleinen Haftungsproblemen drucken.
Ja Sensor habe ich, das Filament lässt sich leicht einschieben und 50% des Drucks hat es funktioniert. Das Nachdenkliche ist, dass das selbe Problem 2 x aufgetreten ist.
RE: Extruder blockiert Filament PETG
Wenn Ich es recht verstanden habe bist du viel zu hoch. Du musst mit der Düse Richtung Druckbett.
Probiere es mit den 75mm Files aus dem Anhang.
Kontrolliere ob die Höhe des Sensors passt. Wenn die Düse gerade so das Druckbett berührt solle das Ende vom Kabelbinder drunter gehen.
Natürlich bei kaltem Drucker 😉
Die Empfehlung von Prusa mit der Kreditkarte ist für den Mini+ zu wenig.
Dann hast du Werte nah am Maximum von 2.000 beim Level.
Normalerweise sollst du beim Verwendung von PETG auf der glatten Platte sogar ein Trennmittel verwenden da es sonst zu sehr haftet und die Platte beschädigen kann.
RE: Extruder blockiert Filament PETG
@kini
Du schreibst bis zu 1600 hoch. Der Wert des Z-first Layer sollte beim Mini ca, zwischen (minus) -1.000 bis - 1.500 liegen, andernfalls bist Du viel zu hoch und hast nahezu null Haftung.
Um den Sensor (SPINDA) richtig einzustellen, fährst Du mit der Düse ganz ans Druckbett ran (ein Blatt Papier darf noch dazwischen passen), nimmst einen 1.5mm dicken ebenen Gegenstand (Fühlerlehre, Karton, Plastik....), schlägst den Sensor dort an, ziehst die seitliche Schraube fest und machst anschl. noch mal die Firstlayer Kalibrierung.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Extruder blockiert Filament PETG
Hi, mit 1600 meinte ich -1600. Über 0 geht glaub ich nicht. Das mit den 1600 ist erledigt. War mit der alten Nozzle. Mit der Neuen bin ich bei ca. 1300. Ich habe die strukturierte PEI Platte für PETG.
Ich habe gerade den Extruder auseinander genommen. Das Filament blockiert im Schlauch von Extruder zum Hotend. Ich musste es mit sanfter Gewalt und Zange aus dem Schlauch ziehen. Es scheint als habe sich das/der Filament in dem Schlauch ausgedehnt. Deswegen konnte der Extruder nicht nachschieben. Vom Zahnrad des Extruders hat das Filament eine Struktur. Nicht verstehen kann ich warum 50% des Drucks keine Probleme machten und dann augenscheinlich das Filament dicker wird. Ist original Prusa.
Danke für die Kalibrierhinweise und gcode. Ich bau den Drucker wieder zusammen und versuche es. Aufgeben gibt es nicht;-)
Wenigstens lerne ich nun die Technik
Viele Grüße
Kini
RE: Extruder blockiert Filament PETG
Wenn du das Filament heraus ziehst ist es ja vom erwärmen verformt.
Geht es auch schwer wenn du das Ende frisch abschneidet?
Extruderspannung nicht zu stramm?
RE: Extruder blockiert Filament PETG
Hi Extruderspannung habe ich herabgesetzt.
Habe eben eins der Vierecke für PETG gedruckt. Heizbett bei 95 statt 85.
Wie muss das aussehen? Bei mir wirds mit Z - 1390 ein feines Gitter mit einer undefinierbaren Struktur.
Da muss ich mal ins englische Forum, in welche Richtung ich das Ergebnis interpretieren kann.
RE: Extruder blockiert Filament PETG
hab auch erst vor wenigen Tagen meinen 2. Mini bekommen, dieses mal aber auch den + 😉
Mein Live-Z-Wert liegt beim groben Brett aktuell bei 1.550... nur so zur Info
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Extruder blockiert Filament PETG
Nicht verstehen kann ich warum 50% des Drucks keine Probleme machten und dann augenscheinlich das Filament dicker wird. Ist original Prusa.
das Filament wird nicht dicker, es wird wärmer 😉 Wenn der Extruder sich durch zu fest eingestellte Spannung schwer tut, wird er wärmer, kommt das Filament dann an die Erweichungs-Grenze, staucht sich das Filament nach den Ritzeln.
Die Extruderspannung nie höher einstellen als nötig und zusehen, das sich der Stepper Motor so wenig als möglich anstrengen muss. Ist das Filament im Extruder verstopft, kann es schon vorkommen, das es dir das Heatbreak auch zu schmiert, weil kein "kühles" Filament nachkommt, die Düse jedoch weiter voll auf Temperatur steht.
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Extruder blockiert Filament PETG
Weiter runter, probiere doch einfach während dem Drucken was passiert.
Wenn es ganz durchsichtig wird bist du zu tief 😉
RE: Extruder blockiert Filament PETG
Hi,
vielen Dank euch allen! Frust von gestern ist der Freude über das neue Hobby gewichen;-)
Die Drucke laufen nun durch und ich habe keinen Filamentstau mehr.
Ich lerne daraus, bei Filamentwechsel (Material) auch auf die Spannung am Extruder zu schauen.
Die Themen zur Z Kalibrierung schreibe ich ins passende Thema.
Viele Grüße
Kini