RE: First Layer wird nichts
Ah ok. Dann probiere ich das mal für das Bett leveling mit Octoprint oder Pronterface.
Ich habe auch bereits mit den Düsentemperaturen gespielt und mal höher gesetzt als Standard.
Das Problem fing bereits mit dem alten Prusa Hotend an. Der Mini druckte die Ersten 20-30 Layer noch gut und je höher der Druck war umso weniger Filament wurde extrudiert. Bis der Druckkopf sich nur noch in der Luft bewegte und kein Filament mehr extrudiert wurde. Danach wurde der First Layer nicht mehr richtig gedruckt. Danach bin ich auf Revo Six umgestiegen, weil ich dachte vielleicht liegt es am Hotend und dem ganzen Aufbau, aber es lag nicht daran. Druckqualität war genau so schlecht. Dann habe ich gesagt, vielleicht liegt es am Extruder, aber nein, keine Besserung in Sicht
RE: First Layer wird nichts
Hallo zusammen,
eSteps musste ich auf 407 (vorher 415) einstellen. Jetzt extrudiert der Drucker ca. 100mm bei Einstellung 100mm. Also nur eine mini minimale Abweichung. Bin mit dem Ergebnis zufrieden.
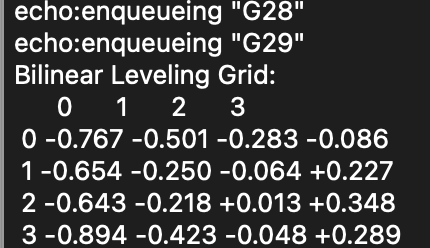
Habe jetzt mal eine Auswertung via Pronterface gemacht:
kalt, SuperPinda nicht eingestellt:
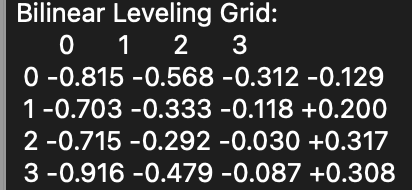
warm (85 Grad), SuperPinda noch nicht eingestellt:
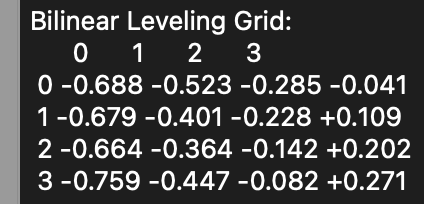
warm, SuperPinda korrekt eingestellt mit Einstellhilfe:
Die werte kann ich halt nicht von der Güte her interpretieren. Weiss jetzt nicht, ob die schlecht sind oder gut.
Eigentlich müsste die Software und SuperPinda das Bett entsprechend der Hügel und Täler ausgleichen, oder nicht?
Erste Schicht Kalibrierung funktioniert trotzdem nicht.
Wie kann ich das in den Griff bekommen?
Schönen Feiertag noch.
Gruß
Piero
RE: First Layer wird nichts
Ich sehe da Abweichungen im Bereich von über 1mm. Ein idealer Wert wäre ca. 0.1mm (oder besser).
Wenn Du kein Plugin installiert hast, kannst Du die mit Pronterface ermittelten Werte kopieren und mit folgendem Onlinetool auswerten:
https://i.chillrain.com/index.php/3d-printer-auto-bed-leveling-mesh-visualizer/
Viele Benutzer haben aus Gründen der besseren "Leveling-Handlebarkeit" die Distanzhülsen durch Federn (Federmod) ersetzt. Damit lässt sich die Höhe des Druckbettes an 9 Punkten individuell justieren. Infos zum Thema Federmod findest Du zentnerweise im Netz und hier im Forum.
Schönne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: First Layer wird nichts
Mehr als 1mm Höhendifferenz von links nach rechts ist viel. Hat der Arm doch mal einen Schubs bekommen? Versuche, die x-Achse paralleler zum Bett zu bekommen. Über den dicken Daumen 0.5mm oder besser. Da ich den Mini nicht selbst habe, kann ich nicht viel dazu sagen. Sind diee frei auskragenden Kugelführungswellen gerade und sitzen die rechts auf Anschlag im z-Schlitten. Evtl. ist die rechte Säule mit der z-Achse geneigt. Falls die schief angeschraubt ist und es keine Einstellmöglichkeit gibt, notfalls unterlegen. Im Maschinenbau gibt es dafür Lehrenband unterschiedlicher Stärken. Im Notfall geht auch z.B. (mehrlagig gefaltete) Alufolie, die ist etwa 0.02mm dick. Hast Du etwas zum Messen? Angefangen, mit einem simplen Lineal mit dem Du prüfen kannst, wo das Bett uneben ist.
Gundsätzlich kann die PINDA auch beim Mini die Gesamtfläche unter der Düse nicht vollständig messen, denn sie ist zur Düse versetzt montiert. Dort, wo sie nicht hinkommt, also außerhalb des Messgitters, muß die Höhenkorrektur extrapolieren. Innerhalb kann sie interpolieren. Wie in den Screenshots zu sehen, scheint sie beim Mini (bi-)linear zu interpolieren bzw. extrapolieren, was ok ist. Kannst Du beim Mini ein 5x5-Gitter wählen?
RE: First Layer wird nichts
Vereinfacht gesagt. misst die PINDA eine Anzahl von voreingestellten Punkten, die Firmware errechnet sich Annäherungskurven und generiert daraus ein Netz, welches der FW als "Fundament" dient. Grundsätzlich ist es so, dass auf ein ebenes Fundament stabiler gebaut werden kann und mehr Maßhaltigkeit und Formstabilität gegeben ist.
Beim Mini ist Problemverursacher oft ein schlecht justierter Z-Säulen Trägerarm und/oder eine verdrehte X-Achse:
https://help.prusa3d.com/article/squaring-your-mini_158518
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: First Layer wird nichts
Puh, da gibt es eine Menge zu beachten. Aber das macht auch Spaß sich mit dem Thema auseinanderzusetzen. Habe schon ne Menge Neues von euch lernen dürfen.
Ja klar zum Messen habe ich nen Lineal, Wasserwaage und nen Tischlerwinkel da.
Meinst Du mit dem Lineal das Bett prüfen, auf einen Lichtspalt wenn ich es drauflege?
Ich versuche mal die Schritte der Anleitung durchzuführen und melde mich dann wieder.
Grüsse
Piero
RE: First Layer wird nichts
Ich habe die Mini Base gedruckt und den Mini damit erweitert und einen Kunststoffwinkel zur Verbesserung der Stabilität der Z Achse angebracht(Befestigung am Aluminium der Zettachse und y-Achse. Einen Haltegriffe an der Z-Achse habe ich montiert. Damit hat auch alles wunderbar geklappt. Bin dann 3 mal vom Dach in den Keller mit dem Mini umgezogen, vielleicht habe ich den beim Transport falsch getragen oder an der Z-Achse zu sehr belastet. Einen Stoß hat der Drucker nicht bekommen weder auf x noch auf z.
RE: First Layer wird nichts
An der Z-Achse würde ich den Mini nicht tragen. Das ist der labilste Part und da ist schnell mal die gesamt Achsgeometrie verformt.
Grundsätzlich würde ich nach jedem Transport die Geometire überprüfen. Der Drucker ist eben aus zahlreichen Plastikkomponenten aufgebaut, welche natürlich nicht die Stabilität von Metall aufweisen. Das ist besonders bei dieser Einarm Konstruktion problematisch.
Das Druckbett kann man grundsätzlich mit einem Haarlineal prüfen, sollte dies aber an verschiedenen Y-Positionen durchführen (falls die Führungswellen nicht parellel verlaufen kann sich das Prüfergebnis verändern).
Wenn das Bett dann eben ist, muss man "nur noch" die Achsen im rechten Winkel zum Druckbett ausrichten. Jeder Transport kann eine Neujustage erforderlich machen.
Nach erfolgreicher Prozedur und einem sauberst gereinigten Druckblech, hast Du die beste Ausgangsbasis für einen erfolgreichen Druck.
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: First Layer wird nichts
Mit einem geeigneten Winkel auch diese Geometrie überprüfen:
(ok)
(nicht ok)
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: First Layer wird nichts
Hier noch eine einfache sinnbidliche Grafik:
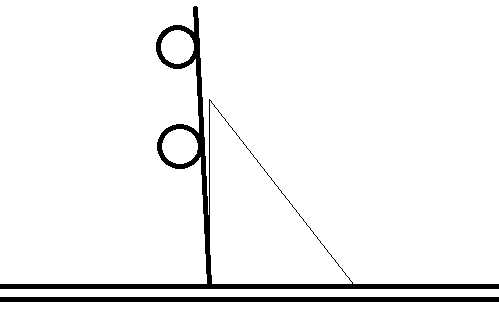
Wie man die Geometrie justiert beschreibt Prusa im o.g. link.
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: First Layer wird nichts
Hallo zusammen,
der Visualizer und auch die Anleitung zur Behebung bringt mich ein Schritt näher an die Problemlösung. Könnte die Neigung der Z-Achse sein.
Sieht doch schon besser aus als vorher, oder? Hoffe ich vertue mich jetzt nicht bei der Interpretation der Daten
🙂
RE: First Layer wird nichts
Ja, das sieht schon besser aus, kann aber noch verbessert werden. Zur Interpretation kannst du die Differenz zwischen höchstem und niedrigsten Wert bilden. Ich glaube die Mesh-Bett-Nivellierung kann nur bis max. 0,5 mm ausgleichen. Noch anschaulicher wird das aber, wenn du diese Daten in den mesh-bed-visualisierer einträgst. Dann siehst du sofort in der Grafik, wo was hängt, also ob das Bett nur schief ist oder ob es wellig ist.
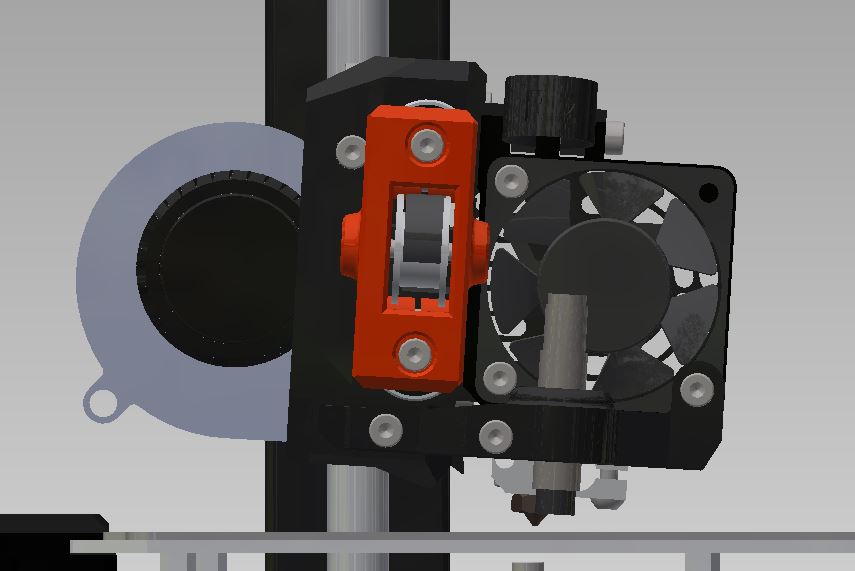
So einen Versteifungswinkel zwischen Z- und Y-Achse hatte ich mir auch mal gedruckt. Das hilft schon einiges, aber die große Anfälligkeit der X-Achse gegen Torsion (siehe die Bilder von karl-herbert) kann dieser Winkel nicht verhindern. Ich prüfe die Achsenausrichtung jedesmal wenn ich den Drucker bewege oder wenn ich daran herumschraube (z.B. Hotend oder nur die Nozzle austauschen) oder auch wenn ich für einen ColdPull an der X-Achse herumgezerrt habe.
RE: First Layer wird nichts
Ja, Lichtspalt prüfen ist schon mal ein Anfang. Ein Haarlineal wäre ideal dafür. Will man wissen, wie groß der ist, kann man eine Fühlerlehre verwenden. Beim Magnetbett macht eine normale aus Stahl aber keinen Spaß. Ich habe daher eine aus Fühlerlehre aus Messing. Man besagte Alufolie nehmen oder auch ein Blatt Papier. Hast Du einen brauchbaren Meßschieber?
Wasserwaage und Tischlerwinkel: Kommt drauf an, wie gut die sind. Bedenke: Besonders beim First-layer können 0.01mm, also ein Hunderstel schon was ausmachen. Da spielt man nicht gerade in der Maurer- oder Tischlerliga sondern eher im Maschinenbau. Da gibt es dann z.B. richtig teure Rahmenwasserwaagen mit Genauigkeit in Größenordnung von 0.1mm/m. Aber keine Panik. Karl ist da Oberprofi und ja, mein Bett ist auch ebener als 0.1mm. Aber das Meshbed-Leveling kann schon ein wenig mehr für Dich herausholen.
Wie Karl erwähnte ist beim Mini der einseitig auskragende Arm mit seinen beiden 8mm dünnen, in Kunststoff befestigten Kugelführungswellen nicht gerade ultrastabil. Und an der geschraubten Verbindung zwischen Chassis und Säule zerrst Du auch, wenn Du ihn so trägst. Zwei verschraubte Teile dürfen dann trotz Querkraft und Drehmoment nicht rutschen Das reicht schon für gute Drucke, will aber behutsam behandelt werden.
Um Parallelität und Winkligkeit zu prüfen, ist eine topfebene Unterlage hilfreich. Um die Kugelführungswellen genau in waage zu bekommen, habe ich meine Unterlage mit einer Rahmenwasserwaage ausgerichtet und an den Enden jeweils mit einer Meßuhr den höchsten Punkt auf der Oberseite angetastet. Meßuhr an Stativ auf Montageebene hin- und herschieben und Welle so oben leicht streifen.
Und wie Karl bereits erwähnt hat: Nachdem man mit den Fingern auf dem Druckblech herumgepatscht hat, schön mit Spüli und heiß Wasser entfetten.
Schöne Grüße und happy printing
Mathias
RE:
Ja, schon viel besser. Und die Kollegen waren in der Zwischenzeit auch eifrig. So macht das Spaß.
Sieht doch schon besser aus als vorher, oder?
RE:
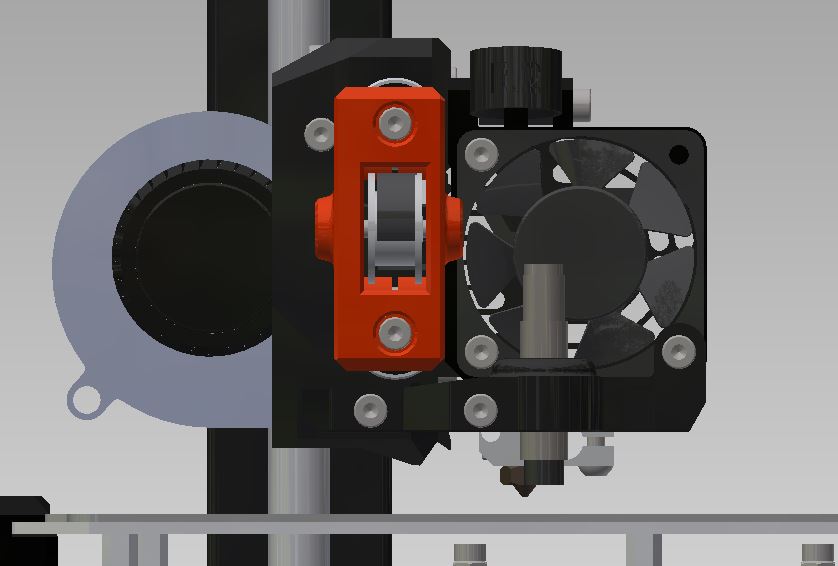
Ein um die x-Achse leicht verdrehter Extruder wäre noch nicht so tragisch, wenn die Verdrehung über den Verfahrweg der x-Achse konstant wäre. Prusa hat auch die PINDA, wie im Bild zu sehen, fast in die Flucht der Düse gelegt, so daß eine leichte Verdrehung bei nicht allzuwelligem Bett nur einen minimalen Offset für z-live bräuchte. Ändert sich die Neigung aber, wenn die Achse tordiert ist, macht das schon mehr aus, selbst wenn das Meshbed-leveling auch hier ein wenig helfen kann. Die Betonung liegt aber auf: ein wenig.
RE: First Layer wird nichts
So nochmal herzlichen Dank. Macht sehr viel Spaß, mit so einer tollen Hilfe. Da verstehe ich auch immer mehr vom Thema.
Leider habe ich nicht berücksichtigt, dass der Bondtech Extruder mit den normalen Fittings auskommt. Habe vorher bereits auf die PC4 10 umgestellt. Und jetzt habe ich keinen passenden PTFE Schlauch. Muss jetzt etwas warten bis Ersatz da ist (3 bis 6 Tage). Habe bei Prusa bestellt. Kann es kaum erwarten den First Layer Test zu starten 😉
Das Thema mit den GuteFedern werde ich auch mal ausprobieren. Besorge mir mal die notwendigen Teile. Ich hoffe die Federn und was man sonst noch braucht bekommt man im normalen Handel.
Ich melde mich nach dem Drucktest. Ich hoffe wirklich, dass dieser besser verläuft, als die im letzten Monat.
Bis dann. Schönen Restfeiertag.
RE: First Layer wird nichts
Ich hatte mir die Federn D117A seinerzeit direkt bei der Firma Gutekunst über deren federnshop bestellt. Mittlerweile verkaufen die leider nicht mehr an Privatpersonen. Es müssen zwar nicht genau gleiche sein, man muß aber schon ein wenig gucken, damit sie gut passen: Innendurchmesser etwas größer als die Schraube, Länge so, daß sie im eingebauten Zustand ausreichend vorgespannt sind, selbst wenn das Bett dort um einen halben mm höher justiert ist. Noch etwas Restfederweg, damit man das Bett noch nach unten justieren kann. Wiederum auch nicht so stark vorgespannt, daß sie einem beim Einbau um die Ohren springen. Federrate nicht zu groß, damit sich die Kraft zwischen hoch und tief justiertem Punkt nicht so krass ändert. Die Daten der genannten Feder findet man in dem Shop, wenn man deren Bezeichnung in die Suche eingibt.
Manch einer gießt sich aber auch federnde Ringe aus Silikon.
RE: First Layer wird nichts
Bei meinem Bett habe ich alle bis auf eine Hülse durch Federn ersetzt. Die Mittlere habe ich dringelasssen und betrachte die als Referenzhöhe, um die ich die anderen justiere. Die Hülse sperrt die Neigung des Bettes an dem Punkt. ist das Bett links arg tiefer und rechts arg höher, bleibt das Bett nicht gerade, wenn man es justiert sondern verbiegt leicht s-förmig. Das mach bei mir aber nicht viel aus und mir war die einfache Referenz wichtiger.
RE: First Layer wird nichts
Hi noch eine Frage was benötige ich alles für den Federmod Umbau ? Gibt es vielleicht eine Schritt für Schritt Anleitung?
Material:
9x Druckfedern Ø 0,7 x 4,3 x 8,5 mm
9x Gewindeeinsätze M3x5,7mm
9x Senkkopfschraube
Was für Senkkopfschrauben (Maße)
RE: First Layer wird nichts
nur die Federn. Zumindest ist es beim MK3S so. Hülse raus, Feder rein, fertig.