Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Solange ich größere Objekte mit den Prusa-Profilen drucke ist alles ok, d.h. die Drucke werden sauber mit schön glatten Wänden.
Ich möchte aber auch sehr kleine Objekte mit PLA drucken. Solange da nur sehr wenige Retracts nötig sind (z.B. kleine Fässer im Maßstab 1:87, 7mm Durchmesser, 10mm Höhe) gibt es keine Probleme, auch dann nicht wenn ich die Linienbreite vom Perimeter und Toplayer auf 0,32 mm bei einer 0.4 mm Düse verringere. Die Linienbreite von 0.45mm der Original-Prusaprofile ist mir für solche winzigen Objekte viel zu grob.
Sind bei einem kleinen Objekt aber sehr viele Retracts in sehr kurzen Abständen nötig, so werden die Wände unsauber (streifig, Stringing, ausgefranste Kanten nach dem Retract) und nach kurzer Zeit gibt es zusätzlich auch noch Unterextrusion (u.a. Lücken nach einem Retract). Das Hotend kommt nach einem Retract nicht mehr schnell genug in Gang für die nötige Extrusionsmenge bzw. verstopft dann teilweise, und zwar ebenfalls bei den Original-Prusa-Profilen. Zu Anfang dachte ich ja, daß da irgendwo zwischen Düse und Heatbreake oder zwischen PTFE-Röhrchen und Heatbreake Filament ausgetreten sei. Aber immer wenn ich danach das Hotend komplett auseinander gebaut hatte, waren die neuralgischen Stellen immer ganz sauber.
Hier wurde ja öfter mal das Bondtech-Heatbreake empfohlen, aber das ist ja nicht mehr lieferbar. Überall in den Shops sieht man nur "ausverkauft" bzw. "nicht mehr lieferbar". Ich hatte neulich einen Shop gefunden, wo da noch kein Hinweis auf die nicht Lieferbarkeit stand und hatte das dann bestellt. Aber dann bekam ich auch von denen eine Mail mit "nicht vorrätig". 🙁
Aber würde das Bondtech-Heatbreake denn überhaupt für meine Zwecke ausreichen um die Teilverstopfungen zu vermeiden? Inzwischen vermute ich ja eher, da sich das PLA aufgrund der Temperaturerhöhung im Heatbreak aufgrund der vielen sehr kurz hintereinander erfolgenden Retracts aufweicht und es dadurch nicht mehr richtig in die Düse gedrückt werden kann? Was mit nämlich auch aufgefallen ist: bei einem Druck mit sehr vielen Retracts sehr kurz hintereinander läßt sich das Filament beim Entladen, nachdem die Filamentspitze die Transportritzel des Extruders verlassen hat, sehr viel schwerer herausziehen, d.h. am Ende ist das Filament etwas verdickt.
Bis auf den Extruder (Bondtech mit integriertem Filamentsensor) ist der Rest des Mini+ noch im Originalzustand.
Was ist eine sinnvolle Umrüstung des Hotends für kleine Objekte mit vielen Retracts kurz hintereinander? Da ich hauptsächlich PLA drucken möchte, ist eine Full-Metall-Hotend (wie das E3D Revo Mikro) ja wohl eher nicht geeignet? Auch sollte keine Firmware-Änderung nötig sein (Garantie) und die Düse daher auch in der gleichen Position sein wie beim Original-Hotend.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Das "bi-metallic heat-break" ist derzeit hier erhältlich: https://www.bondtech.se/product/copperhead-heat-break-for-prusa-mini/
Preislich nicht das Günstigste, ab sicherlich effektiver in der Funktion als das originale Stahlröhrchen.
Alternativ könnte man auch den Umbau auf ein E3D V6 (MK3) Hotend in Erwägung ziehen:

Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Hinsichtlich Extruder-Varianten will ich mich da nicht einmischen - aber habe ich das richtig verstanden, dass Du diese wirklich sehr kleinen Objekte immer noch mit einer 0,4er Düse druckst? Wäre es da nicht den Versuch wert mal auf eine 0,25er zu gehen. Was das dann in den Retracts bedeutet wage ich mir nicht auszumalen - ich selber drucke keine Modelle sondern nur Funtkionsteile und bin daher nie über den Besitz von vielen verschiedenen 0,25er Düsen hinaus gekommen. Liegen alle noch fein säuberlich und ungebraucht in ihren Verpackungen.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Alternativ könnte man auch den Umbau auf ein E3D V6 (MK3) Hotend in Erwägung ziehen:
Ja, daran hatte ich auch schon gedacht. Welches Hotend genau würde man denn da nehmen? Im Prusa-Shop sind ja 3 verschiedene aufgeführt. Für den MK3, den MK3S und den MK3S+, die untereinander wohl inkompatibel sind. Es steht jedenfalls dabei, daß die nur für das jeweilige eine Modell kompatibel sind und inkompatibel zu den anderen MK-Modellen.
Gibt es die Halterung auf deinen Bildern irgendwo zum Download? Sieht jedenfalls schick aus. Befindet sich die Düse dann exakt an der gleichen Position wie beim Original, so daß man keine Firmawareänderungen machen muß?
Wäre es da nicht den Versuch wert mal auf eine 0,25er zu gehen.
Ich hatte mir sogar schon eine 0,25er Düse gekauft gehabt. Aber ich wollte erstmal das Problem bei der 0,4er-Düse lösen, da die 0,25er Düser wahrscheinlich noch schneller verstopfen wird als die 0,4er.
Hier mal ein Bild der kleinen Fässer, geduckt mit Prusament PLA Gravity Grey, 0,4er Düse, 0,1mm Layerhöhe und 0,32 Extrusionsbreite. Das offene Faß wurde im Vasenmodus gedruckt. Alles so wie es aus dem Drucker kam, ohne Nachbearbeitung. Aber da sieht man wo das Problem ist. Die längeren Bahnen ohne Retracts bei den Fässern werden ohne Probleme gedruckt, beim Mini-Benchy mit vielen Retracts kurz hintereinander kommen dann die Probleme (das Benchy in Normalgröße wird einwandfrei gedruckt). Das Mini-Benchy ist natürlich ein Extrem und war eher ein Scherz. Immerhin ist es noch als Benchy erkennbar. 😊 Aber das Problem der unsauberen Kanten tritt auch bei Objekten mit z.B. mehreren dünnen rechteckigen Säulen auf, wo die Kantenlänge der Säulen unter 5 mm sind. Die Spiennenfäden bekommt man ja ganz gut mit einen Heißluftgebläse weg, aber die zerfransten Kanten und Querstreifen in den Wänden verderben das Druckobjekt.
RE:
Hier noch ein Bild einer kleinen Pyramide. Die Kantenlänge ist 48x48 mm, die Beinchen haben eine Kantenlänge von 4 mm. Gedruckt mit 0,4er Düse und Original Prusaprofil, mit Prusament PLA Gravity Grey, Layerhöhe 0,1 mm. Dies ist noch eines der besseren Drucke, aber auch hier sind die Kanten stark ausgefranst. Ich hatte verschiedene Einstellungen ausprobiert gehabt (Temperatur erniedrigt, Extrusionsfaktor erniedrigt, verschiedene Retractlängen, u.a.), aber alle anderen waren noch um einiges mieser. Die Naht befindet sich jeweils an der inneren Kante der Beinchen.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
"Ja, daran hatte ich auch schon gedacht. Welches Hotend genau würde man denn da nehmen? Im Prusa-Shop sind ja 3 verschiedene aufgeführt. Für den MK3, den MK3S und den MK3S+, die untereinander wohl inkompatibel sind. Es steht jedenfalls dabei, daß die nur für das jeweilige eine Modell kompatibel sind und inkompatibel zu den anderen MK-Modellen.
Gibt es die Halterung auf deinen Bildern irgendwo zum Download? Sieht jedenfalls schick aus. Befindet sich die Düse dann exakt an der gleichen Position wie beim Original, so daß man keine Firmawareänderungen machen muß?"
Der Hotend Aufbau der MK3 Serie ist identisch, lediglich die Länge des internen PTFE ist unterschiedlich. Der Vorteil des E3D V6 beim Mini ist die Durchgängigkeit des PTFE (1 Stück vom Extruder bis zum Hotend). An der Mini FW habe ich nichts geändert, da sich die Höhe zum Original kaum unterscheidet und die Pos. XY zentrisch bzw. die Distanz zur SPINDA identisch bleibt. Ich habe das Standard E3D V6 verwendet (Alu unbeschichet mit Original Heatbreak).
CAD-Daten könnte ich zur Verfügung stellen.
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Hm, nur wegen der Länge des PTFE steht im Prusa Shop, daß das mit den anderen MK-Druckern inkompatibel ist? So ein PTFE-Stück ist doch Verbrauchsmaterial und kann gesondert bestellt oder selber geschnitten werden (mit deinem schönen Cutter-Tool 😉 ).
Warum ist es ein Vorteil, daß der Bowden durchgängig vom Extruder (also incl. des kurzen PTFE-Stückes im Extruder?) bis zum Hotend ist? Wie macht man denn dann einen Cold-Pull? Dafür muß das kurze PTFE doch im Hotend drin bleiben? Ist jedenfalls bei Prusa so beschrieben und daran habe ich mich immer gehalten.
Standard E3D V6 verwendet (Alu unbeschichet mit Original Heatbreak).
Es scheint von E3D V6 ja mehrere Varianten zu geben, aber es steht nichts von "Alu unbeschichtet" dabei. Wenn ich bei 3DJake schaue (da wollte ich sowieso noch was anderes bestellen), dann gibt es da E3D V6-Hotends und Prusaspezifische E3D V6 Hotends. Ich müßte dann also den Prusaspezifischen nehmen?
Sorry für die vielen simplen Fragen, aber ich blicke bei den ganzen Teilen noch nicht so durch. Bin ja erst seit November beim 3D-Druck dabei.
Noch eine Frage zum Hotend-Lüfter: Genügt der Originale Lüfer für das E3D V6 oder sollte man besser einen mit mehr Leistung nehmen (insb. da ja jetzt der Sommer kommt mit zwangsläufig sehr hohen Raumtemperaturen), damit das PLA nicht im PTFE schon weich wird und das ganze verstopft bei vielen Retracts kurz hintereinander?
CAD-Daten wären toll. Allerdings kenne ich mich mit CAD noch nicht aus. Kann man das dann direkt in den Prusa Slicer importieren?
Und mit welchem Filament sollte die Halterung am besten gedruckt werden?
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Noch eine Frage:
Manchmal steht bei der Beschreibung zu einem E3D V6 auch was von "Full-Metall". Aber das "Prusaspezifische" ist doch kein Full-Metall, sondern eines mit PTFE-Inliner?
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
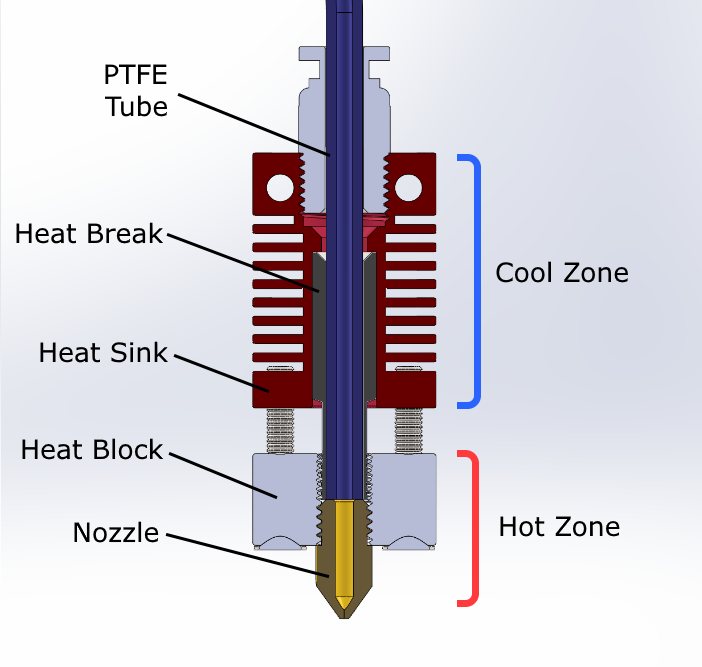
Es gibt Hotends, bei denen das PTFE bis runter zur Nozzle geht, z.B. beim Ender3/5.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Die Einsatztemp. von PTFE liegt bei ca. 260 Grad C. Die oben gezeigte Konstruktion ist somit für höhere Temperaturen nicht geeignet, da die heiße Düse, welche in direkter Verbindung mit dem PTFE steht, diesen verformen würde. Aus diesem Grund (höhere Temp. bis 300 Grad C.) hat das E3D V6 einen Hitzebremse (heatbreak) verbaut (Edelstahl, Titan oder Bimetall).
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE:
Für den Coldpull musst Du lediglich den PTFE vom Hotend entfernen, schneidest das Filament ab und führst den Pull durch. Je weniger PTFE's gestückelt sind umso besser, da mögliche Blockade Fehlerquellen (Spalt, schlechte Fasen) wegfallen. Verwenden kannst Du jedes E3D V6 kompatible Hotend. Ich habe das Reserve Hotend von meinem alten MK3 (Bj. 2017) am Mini verbaut. Muss nicht unbdingt ein Prusa "Original" sein, aber die möchten natürlich ihr (teilweise importiertes) Zubehör bzw. Ersatzteile verkaufen.
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE:
Ich würde ja auch lieber ein Hotend nehmen, wo der PTFE nicht bis zur Düse geht, sondern so wie beim Original-Mini-Heartbreake, nur vielleicht noch ein Stückchen höher, damit sich das weiche PLA nicht so in eine kleine Nut an der Ansatzstelle drücken kann. Eine winzige Nut wo sich das Filament verhaken kann, wird man ja immer haben an der Ansatzstelle PTFE/Heatbreake-Absatz. Irgendwie ist das aber manchmal aus den Shop-Beschreibungen nicht so eindeutig ersichtlich. Bei diesem E3D V6 steht was von "All-Metall Hotend". Das ist dann also eines ohne PTFE-Inliner und wäre für PLA ungeeignet? Ich müßte dann also dieses für den Prusa MK nehmen? Ruhig als Kit für 24 V? Da man so ein Hotend ja doch öfter mal zerlegen muß zum reinigen kann man ja schon gleich beim Einbau üben. Oder ist das nicht sinnvoll?
Für den Coldpull musst Du lediglich den PTFE vom Hotend entfernen, schneidest das Filament
Du meinst umgekehrt? Solange das Filament noch geladen ist, läßt sich der Bowden ja nicht entfernen.
Beim Entladen bricht das Filament doch irgendwo im Heatbreake ab, d.h. in Düse und einem Teil des Heatbreakes bleibt Filament zurück. Bekommt man das PTFE denn dann noch aus dem Heatbreak raus?
Weniger Ansatzstellen ist ja besser, aber es muß beim Reinigen auch noch praktisch sein und nicht mühsam umständlich. Die Prusa-Konstruktion finde ich eigentlich sehr praktisch. Sie hat den Vorteil, daß man den Bowden in wenigen Sekunden leicht entfernen kann für den Cold-Pull. Und man muß sich nach dem Cold-Pull nicht jedesmal fragen, ob man das PTFE wieder ohne Lücke eingesetzt hat. Bei der Prusa-Konstruktion bleibt das ja eingeschraubt, d.h. wenn es einmal gut drin saß, dann kann es drin bleiben bei der Reinigung der Düse.
Wie sieht es mit dem Hotendlüfter aus? Den Originalen behalten oder einen stärkeren einbauen für das Drucken mit PLA bei Sommerhitzte mit 30-35° Raumtemperatur. Bei 60° wird das PLA ja schon weich und bei Sommerhitzte dürfe die Hitze im Heatbreake höher kriechen als im Winter bei 18° Raumtemperatur.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
"Du meinst umgekehrt? Solange das Filament noch geladen ist, läßt sich der Bowden ja nicht entfernen."
Nicht umgekehrt - Wenn der Extrudermotor nicht arbeitet, also stromlos ist, lässt sich der Bowden ohne Werkzeug vom E3D V6 entfernen (mach ich auch hin und wieder in der Praxis). Im Prinzip ähnlich wie bei der Kombi MK3S/MMU2S. Da kann man den PTFE auch lösen solange die MMU2 das Filament nicht festhält.
Da man Coldpulls gelegentlich durchführt, würde ich sowieso empfehlen das Filament zu entladen, den Bowden zu entfernen und ein Reinigungsfil. oder klares PA zu verwenden.
Bei der Mini Konstruktion ist das Entfernen des PTFE etwas aufwändiger, da der Bowden mit einer Schraubverbindung gequetscht ist und ein fester Sitz nach mehrmaligem Lösen evtl. nicht mehr gewährleistet ist.
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
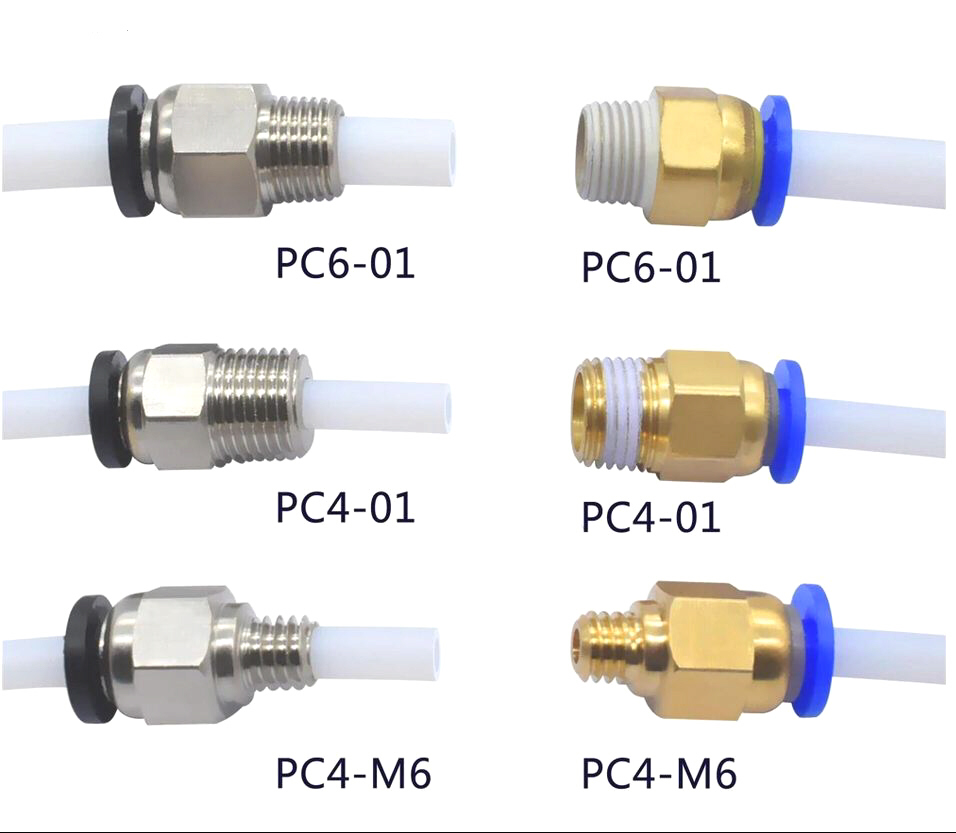
Beim E3D V6 sieht man in den Shop-Bildern für den Bowden ja so ein Klemm-Dingens mit Spannring (wie heißen die richtig?). Wenn ich den PTFE-Schlauch durchgängig als ein Stück machen möchte, dann müßte ich ja auch die Originale Halterung am Extruder gegen so ein Klemm-Dingens mit Spannring austauschen, da im Extruder ja auch noch so ein kurzes PTFE-Stück steckt. Was für ein Gewinde wird dort verwendet, d.h. was muß ich da verwenden?
Und gibt es diese Spannringe auch einzeln als Ersatzteile? Diese Winzlinge haben doch bestimmt die Tendenz auf den Fußboden zu fallen beim Entfernen des Bowdens und dann findet man sie nie wieder.
Kannst du mir bitte die Druckdateien zur Verfügung stellen? Gibt es hier im Forum sowas wie PMs? Habe in meinem Profil nix dazu gefunden.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
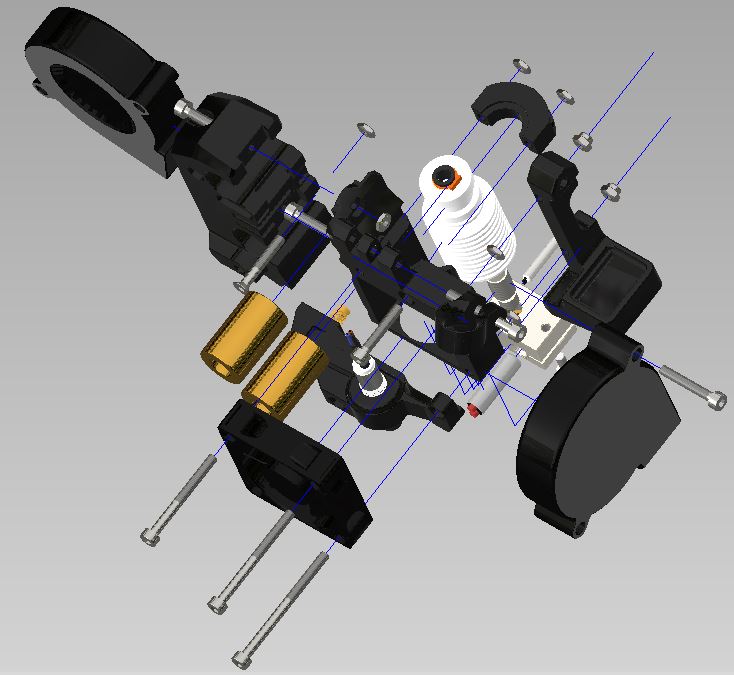
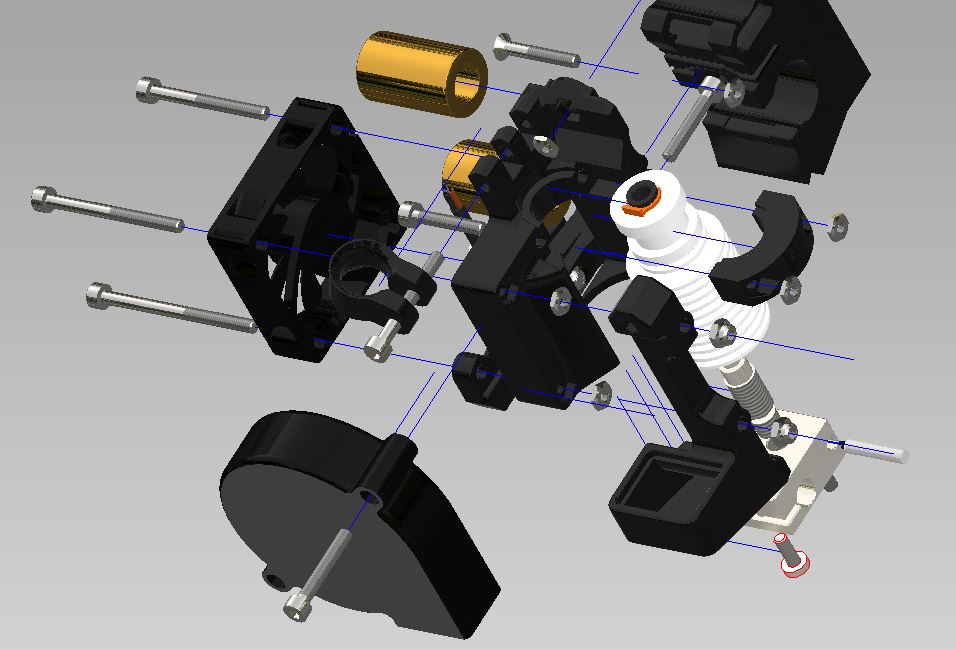
Aufbau E3D:
Das kleine "Dingens" nennt sich "collet clip" und ist vielerorts erhältlich, z.B. hier.
Welches Gewinde ist gemeint (Düse, heatbreak, fitting)?
Was meinst Du mit PM?
Welche Druckdateien bzw. STL (ich habe nur CAD Daten) benötigst Du?
Willst Du den Mini auf E3D V6 upgraden?
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Hab Dir einen link per PN zum Mini E3D gesendet. Dabei handelt es sich um CAD-STL Daten, d.h. Materialwahl und Sliceprozss ist Dir vorbehalten. Ich würde mind. PETG empfehlen. Ich selber habe alle Teile aus Carbonnylon gedruckt (zäher, hitzebeständiger, aber nicht unbedingt notwendig). Man gönnt sich ja sonst nix 😊
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Der zusätzliche Frontlüfter ist optional und nicht unbedingt erforderlich.
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Was ich noch vergaß zu erwähnen: Ich habe die Linear Rollenlager durch Messing/Graphitbuchsen ersetzt (wie man auf den Bildern erkennen kann). Ist auch optional, muss aber nicht sein. Der Mini läuft dadurch etwas ruhiger.
Wenn jemand welche braucht - bitte melden! Ich habe noch ca. 20 Stück lagernd und keine Verwendung mehr, da ich meine Drucker auf Hiwins umgerüstet habe.
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Vielen Dank für deine Druckdateien. 👍
Ja, ich werde mal versuchen den Mini auf E3D umzubauen.
"PM" war ein Tippfehler. Es war PN gemeint. Hat sich aber erledigt. Mit wurde direkt oben rechts angezeigt mit Link, daß ich eine Nachricht bekommen habe und konnte dann deine zip-Datei herunterladen.
Wenn ich die PTFE komplett durchgehend machen möchte, dann muß ich ja am Extruder das "PTFE Fitting MINI/+" ersetzen durch so ein Fitting mit dieser Clip-Halterung (Collect Clip). Was für ein Gewinde wird da Extruderseitig (also die gröbere Hälfte) verwendet bzw. wie ist die genaue Bezeichnung mit Gewindegröße-Angabe für das gesamte Teil? Ohne die die korrekten Stichworte läßt sich nicht danach googeln.
In deiner Konstruktion steckt ja einiges an Gehinschmalz drin. 👍 Ich habe mir vor kurzem erstmal FeeCAD installiert und schonmal ein bischen herumprobiert. Aber bis ich soweit bis selber was sinnvolles zu kontruieren muß ich noch viel lernen. Da werde ich erstmal mit was ganz einfachem anfangen, z.B. Servohalterungen für meine Modellbahn.
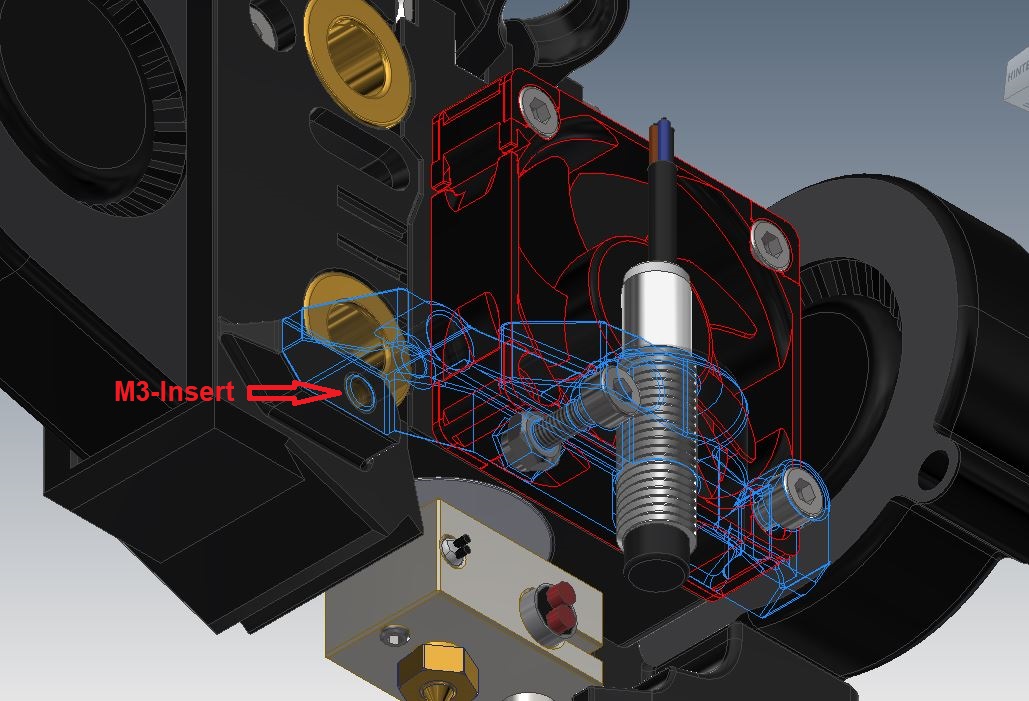
Deine Zeichnungen und Fotos sind sehr ausführlich und verständlich. 👍 Nur kann ich nicht erkennen, wo genau du die in der Teileliste aufgeführte Einschmelzmutter eingebaut hast. Ich hatte mir da vor kurzem mal welche von rutex bestellt gehabt, aber die habe ich so gut weggeräumt, daß ich sie gerade nicht wiederfinde. 🙄 Das Video über die Einschmelzmuttern scheint ja sehr gut zu sein, nur schade daß ich von dem Text so gut wie nix verstanden habe (gesprochener Text läßt sich leider nicht in einen Online-Übersetzer kopieren).
Der zweite Bauteillüfter ist sicher vorteilhaft, denn ich habe bei sehr kritischen kleinen Druckteilen festgestellt, daß die Rückseite (also dort vor der Bauteillüfter gegen bläst) immer etwas besser aussieht als die Vorderseite. Ich hatte mir vor einiger Zeit mal ein Ersatzteilkit von Prusa bestellt gehabt. Ist immer von Vorteil, die wichtigsten Ersatzteile in der Bastelkiste liegen zu haben. Dort war auch noch ein Prusa-Bauteillüfter drin. Den kann ich doch nehmen oder hat der in deiner Liste aufgeführte "LDO 5015 5V" andere Maße?
Gehen die Messing/Graphitbuchsen auch mit den vorhandenen Stangen oder sollte man da eher welche von Misumi nehmen? Und wenn man die X-Achse auf Linear-Rollenlager umbaut, sollte man das dann nicht auch bei der Y-Achse machen?
Bei deinen Screenshots vom Prusa-Slicer ist zu sehen, daß du Extrudr ASA verwendet hast. Habe auf der Extrudr-Seite "DuraPro ASA" gefunden. Ist es das was du verwendet hast? Ist das schwer zu drucken mit dem Mini+ mit Original-Hotend und was ist der Vorteil gegenüber den Prusament ASA? Oder sollte ich das besser erstmal in PETG drucken und dann wenn nach dem Umbau alles wieder funktioniert, das in ASA drucken?
Ich werde jetzt erstmal eine Bestellung für das E3D aufgeben. Die Schrauben bekomme ich hier vor Ort beim Schrauben-Spezialisten (der hat alles an Schrauben was gibt).
RE:
"Wenn ich die PTFE komplett durchgehend machen möchte, dann muß ich ja am Extruder das "PTFE Fitting MINI/+" ersetzen durch so ein Fitting mit dieser Clip-Halterung (Collect Clip). Was für ein Gewinde wird da Extruderseitig (also die gröbere Hälfte) verwendet bzw. wie ist die genaue Bezeichnung mit Gewindegröße-Angabe für das gesamte Teil? Ohne die die korrekten Stichworte läßt sich nicht danach googeln."
Schau Dir die Fotos und das E3D Hotend genau an. Damit beantwortet sich die Frage von selbst. Da ist kein Gewinde sondern vielmehr eine Verbindung dieser Art (Steckverbindung mit Haltekrallen):
"Deine Zeichnungen und Fotos sind sehr ausführlich und verständlich. 👍 Nur kann ich nicht erkennen, wo genau du die in der Teileliste aufgeführte Einschmelzmutter eingebaut hast. Ich hatte mir da vor kurzem mal welche von rutex bestellt gehabt, aber die habe ich so gut weggeräumt, daß ich sie gerade nicht wiederfinde. 🙄 Das Video über die Einschmelzmuttern scheint ja sehr gut zu sein, nur schade daß ich von dem Text so gut wie nix verstanden habe (gesprochener Text läßt sich leider nicht in einen Online-Übersetzer kopieren)."
"Den kann ich doch nehmen oder hat der in deiner Liste aufgeführte "LDO 5015 5V" andere Maße?"
Ist ein LDO 5015, 5V. Derselbe, der am Mini verbaut ist. https://www.prusa3d.com/de/produkt/print-fan-mk3-s-mini/
"Gehen die Messing/Graphitbuchsen auch mit den vorhandenen Stangen oder sollte man da eher welche von Misumi nehmen? Und wenn man die X-Achse auf Linear-Rollenlager umbaut, sollte man das dann nicht auch bei der Y-Achse machen?"
An Deiner Stelle würde ich es vorerst bei den originalen Lagern belassen. Die verlinkten Buchsen haben natürlich dieselben Aussen/Innenmaße.
"Bei deinen Screenshots vom Prusa-Slicer ist zu sehen, daß du Extrudr ASA verwendet hast. Habe auf der Extrudr-Seite "DuraPro ASA" gefunden. Ist es das was du verwendet hast? Ist das schwer zu drucken mit dem Mini+ mit Original-Hotend und was ist der Vorteil gegenüber den Prusament ASA? Oder sollte ich das besser erstmal in PETG drucken und dann wenn nach dem Umbau alles wieder funktioniert, das in ASA drucken?"
Das ASA Galaxy black von Prusa lässt sich hervorragend auf dem Mini drucken. Falls erwünscht, kann ich gerne ein PS Profil zur Verfügung stellen.
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.