Flanken von U-Profil nach dem Trocknen krumm
Hallo, ich habe ein U-Profil mit PETG Prusament Signal White über Nacht gedruckt. Am Morgen musste ich sehen dass die Flanken sich total verzogen hatten. Woran kann das gelegen haben? Mit dem Filament habe ich bereits die halbe Spule ohne Probleme gedruckt, Einstellungen im Slicer stehen auf Standard für Pusament PETG. Bin Anfänger, daher bittre Rücksicht enn der Beitrag hier falsch ist.
Vielen Dank, und schöne Ostern.
Stephan


RE:
Ich gehe davon aus, dass Du das Teil nicht im Gehäuse gedruckt hast. Der Verzug kann einige Ursachen haben, abgesehen davon, dass sich Kunststoff beim Abkühlen verziehen bzw. auch schrumpfen kann (Warping).
- wechselnde oder sehr dünne Wandstärken
- Zu hohe Drucktemperaturen
- Luftzug und/oder kalte Druckumgebung
- Zu hohe Lüfterdrehzahlen
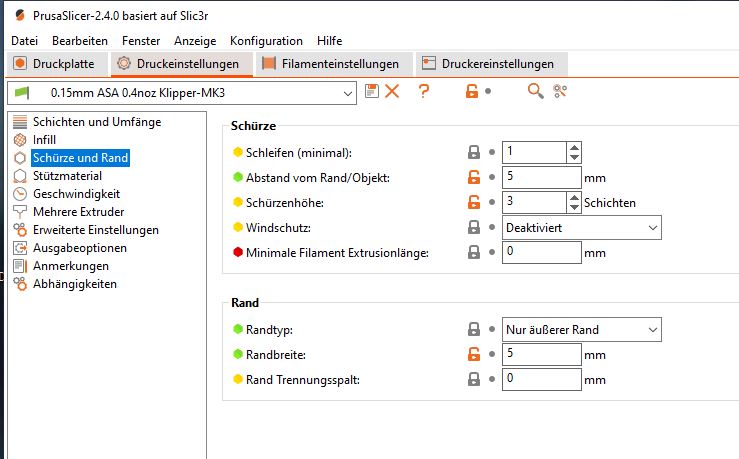
Du könntest versuchen, falls Dein Drucker nicht in einem temp. geregelten Gehäuse steht, das Teil mit einem Windschutz zu drucken. Damit schaffst Du ein besseres "Druckklima" in der näheren Umgebung des Bauteils selbst.
Alternativ würde auch noch ein "verzugsfreundlicheres", z.B. PLA Filament eine Verbesserung bringen.
Schöne Grüße und frohe Ostern,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Flanken von U-Profil nach dem Trocknen krumm
Hallo, danke für die Tipps. Werde das erstmal mit PLA versuchen. An einen Windschutz oder den Drucker in ein Gehäuse zu stellen habe ich noch gar nicht gedacht, probiere ich auch aus.
Viele Grüße,
Stephan
RE:
Hallo Kater,
bin auch neu beim Drucken.
Was hat nun geholfen?
Hab ein Ersatzteil gedruckt in PET-G mit Stützen, dachte erst dass es deshalb krumm geworden ist.
Auf dem Bett bleibt das Material länger warm und an der Oberseite kühlt es schneller aus,
Eigentlich logisch das es da krumm wird.
Kriegt man das nachtäglich gerade? Was habt Ihr für Erfahrungen damit?
@karl-herbert Danke für den Tip! 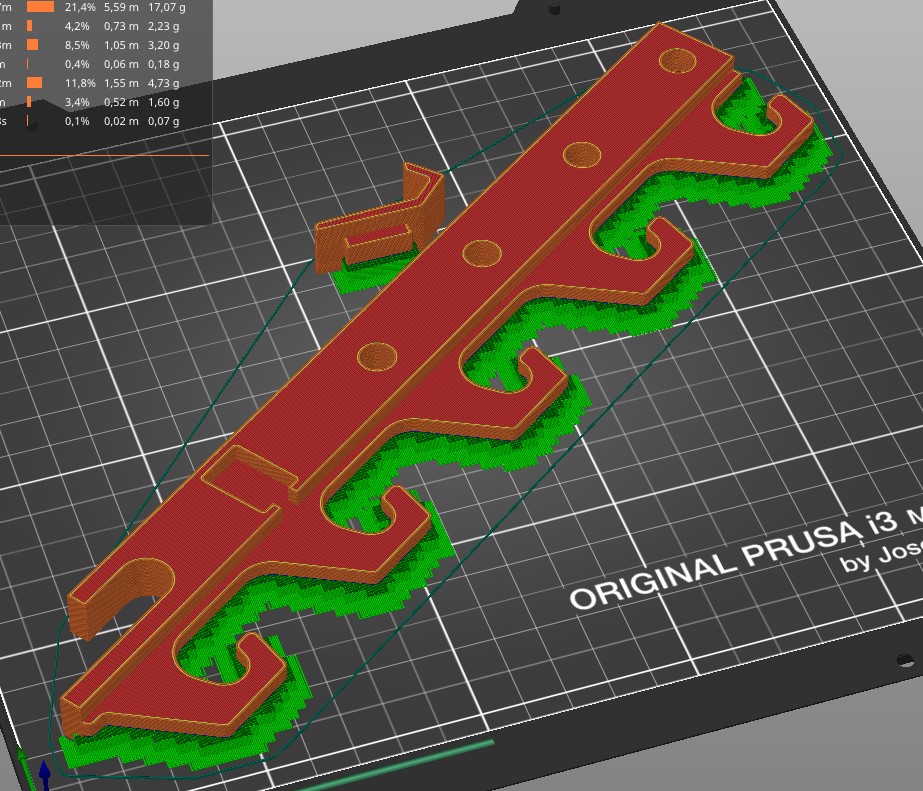
RE: Flanken von U-Profil nach dem Trocknen krumm
Moinsen 🙋♂️
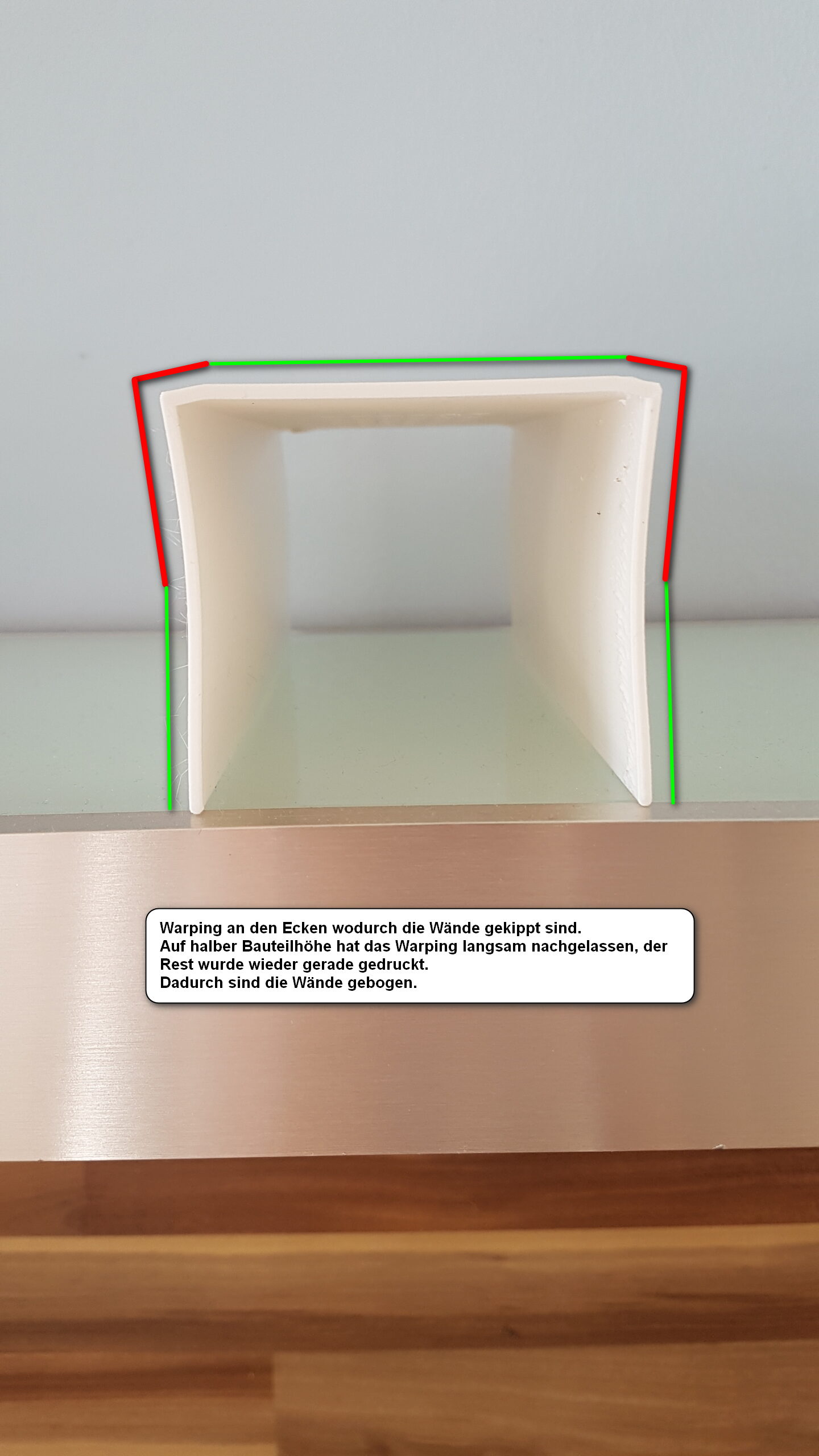
Meine Vermutung anhand der Fotos ist folgendes...
RE:
Kriegt man das nachtäglich gerade?
Durch vorsichtiges erhitzen wird der Kunststoff formbar (je nach Geometrie des Bauteils, mehr oder weniger).
PLA bei etwa 60°C / PETG bei etwa 80°C
Normalerweise verbiegt sich ein Bauteil nicht wenn es mit den richtigen Temperaturen gedruckt wird.
Auch die richtige Kühlung ist wichtig, besonders an Stellen bzw Layern die schnell gedruckt sind und an Überhängen. Ich kühle auch nur an diesen Stellen, der PrusaSlicer lässt sich da wunderbar einstellen.
Das A&O ist die Druckbetthaftung, die ist hauptsächlich dafür verantwortlich ob ein Bauteil verformt ist, bestes Beispiel ist da das U-Profil.
Einige Kunststoffe verziehen sich extrem wenn sie gekühlt werden.
Das ist besonders bei Nylon der Fall... wird er gekühlt dann zieht er sich so stark zusammen das sich die Ecken vom Druckbett lösen.
Wird dann genau auf der Ecke weiter gedruckt dann entsteht immer mehr Spannung im Bauteil weil mehr Masse da ist die sich zusammen zieht.
Kunststoffe wie Polycarbonat (PC) oder Polypropylen (PP) u.a. zu drucken, sind ohne geschlossenen Bauraum nicht möglich.
Andere Kunststoffe wie zB Ultem (PEI) oder Polyetheretherketon (PEEK) u.a. brauchen unbedingt einen beheizten Bauraum.
Aber nicht jedes PETG oder Nylon etc. von Firma A ist genau so wie das von Firma B.
Ein Beispiel: Ich habe hier ein Nylon von einem NoName Hersteller, dass ohne Einhausung zu drucken ist echt unmöglich und selbst dann ist es eine Diva, der kleinste Lufthauch oder eine ungeeignete Temperatur, und der Druck ist für die Tonne weil es sich teilweise oder komplett gelöst hat.
Große Bauteile damit zu drucken ist schlichtweg unmöglich.
Das Filament ist eigentlich nur noch für den Rasentrimmer zu gebrauchen. 😬
Ich habe übrigens echtes Rasentrimmer Nylon was sich wunderbar drucken läßt.
Ein anderes Nylon vom Markenhersteller Polymaker dagegen drucke ich mit 50°C Druckbett (Empfehlung vom Hersteller: 25°C - 70°C) und es ist nach dem abkühlen kaum von der Druckplatte zu bekommen.
Das beste Nylon was ich habe... kostet aber. 😌
Bestes Gegenmittel ist wie bereits geschrieben die richtigen Temperaturen und Kühlung, aber auch die Abkühlung des gesamten Druckteils auf Zimmertemperatur bevor man es vom Druckbett löst, kann gegen Verformung helfen.