die Ecken des Druckbettes...
Grüßt Euch!
ich habe immer wieder das Thema mit warping bei längeren schmalen Teilen die ich mit dem Mk3s drucke. Blickt man von vorne auf den Drucker so ist das Problem links hinten.
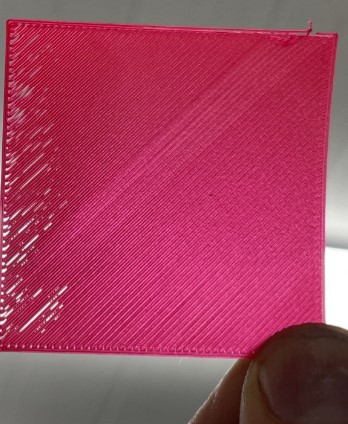
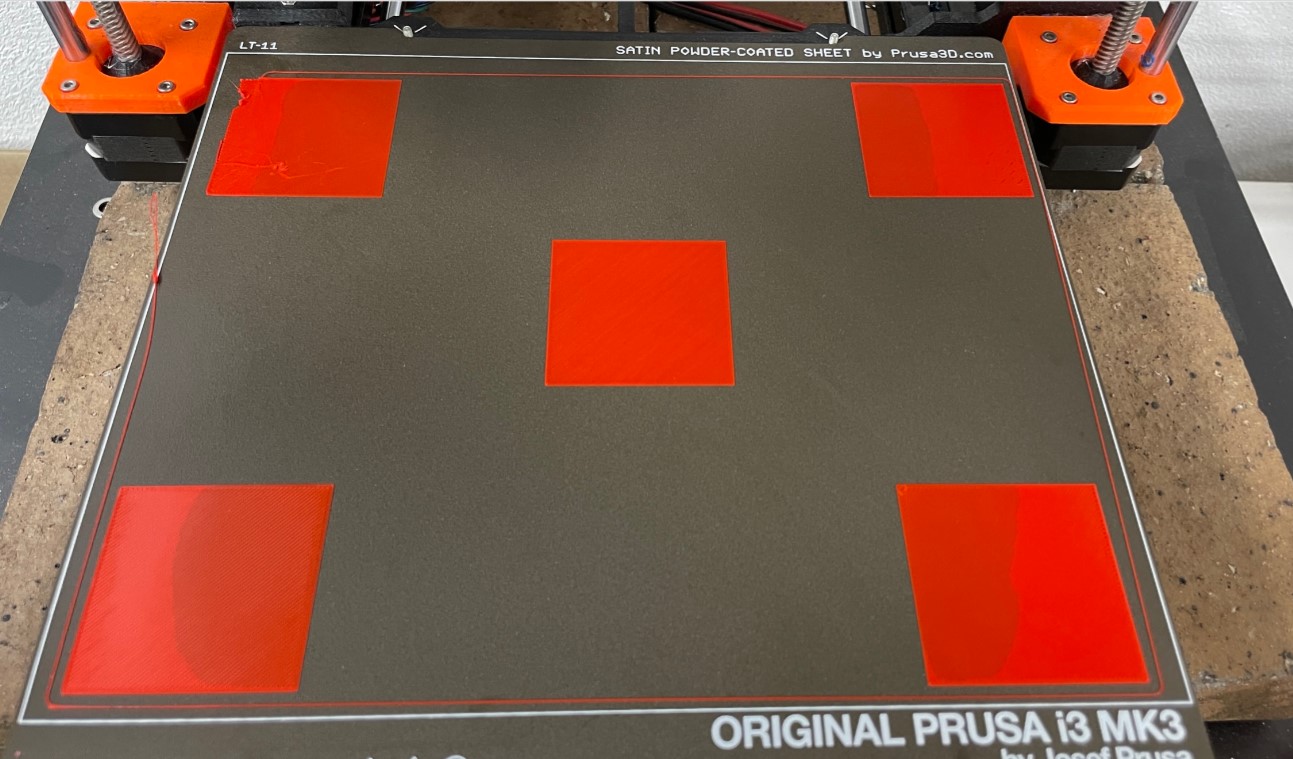
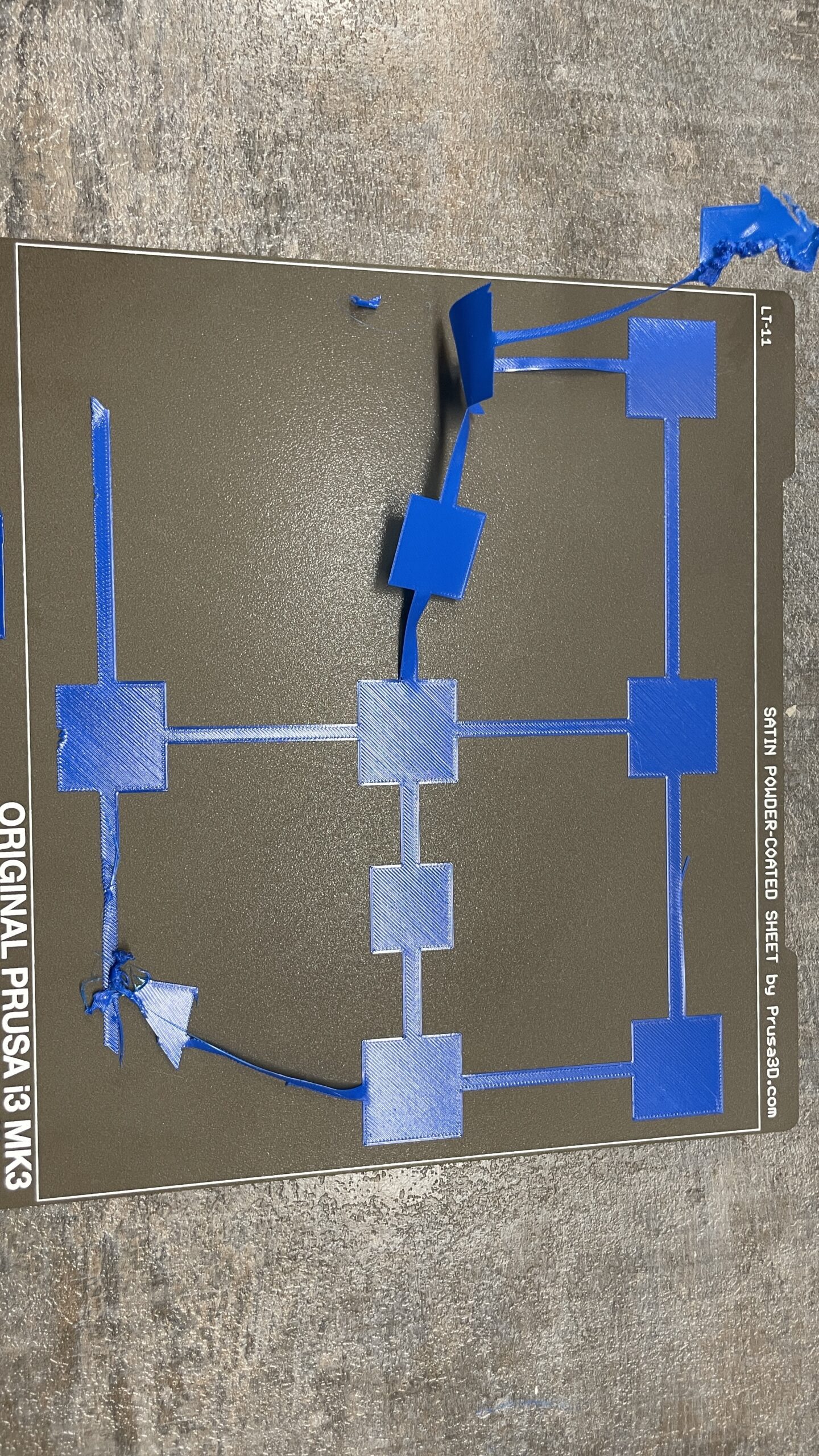
Ich habe schon mehrfach das Bett gelevelt, auch mit dem Octoprint Plugin doch nicht der gewünschte Erfolg. Ich habe ein Testdruck erstellt mit 5 Quadraten 0,2mm hoch an allen Ecken des Druckbettes und in der Mitte um den First Layer zu testen. Das Ergebnis ist gut, bis auf links hinten. da ist der Nozzle Abstand zu groß. Senke ich den Z Abstand weiter ab so sind die anderen Ecken zu nah.
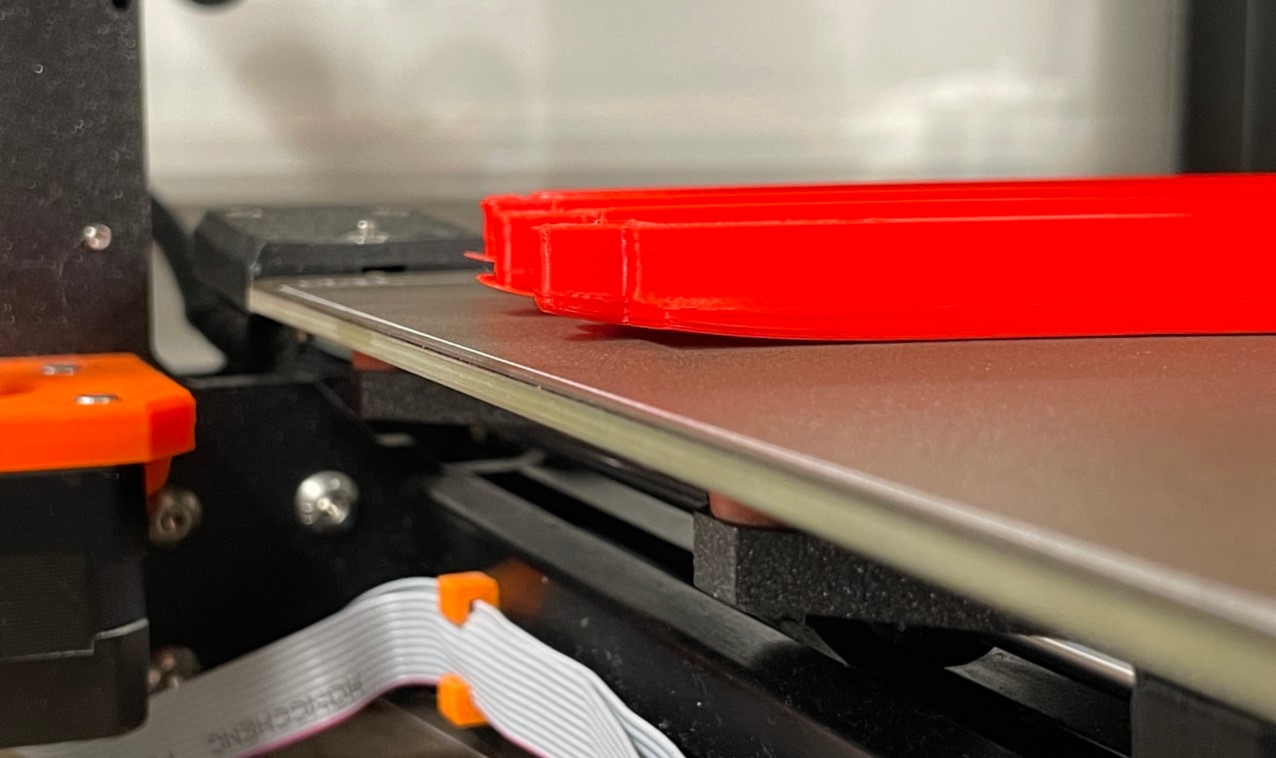
Das eine Bild zeigt die Ablösung der gedruckten länglischen Teile, das andere das gedruckte Quadrat der linken hinteren Ecke...
Ich drucke PLA ohne Housing mit den Default Parametern von Prusament....
Danke für jeden Rat!
RE: die Ecken des Druckbettes...
Es sieht so aus als hätte Dein Druckbett in der Bitte eine leichte Erhöhung(was nicht ungewöhnlich ist) und es wurde kein MBL (Mesh Bed Leveling) gemacht.
Mit wie vielen Messpunkten machst Du das MBL ?
Druckst Du überhaupt mit MBL ?
RE: die Ecken des Druckbettes...
wenn ich dem Octoprint Leveling Tool vertrauen kann ist die Mitte immer 0, kann sein dass er das auch als Bezug hernimmt.
Mesh Bed Leveling macht er doch vor jedem Druck, oder? muss man das separat machen?
RE:
Mesh Bed Leveling macht er doch vor jedem Druck, oder? muss man das separat machen?
Sorry, meine Firmware ist RRF (RepRap), da kann man es selber bestimmen was vor jedem Start passieren soll.
Hatte nicht daran gedacht das Du einen Original Prusa hast, wo einige Dinge anders sind.
Sorry... mein Fehler.
Ja der Prusa macht vor jedem neuen Druck erst ein MBL.
Aber für mich sieht es so aus als würde er dabei einen Fehler machen.
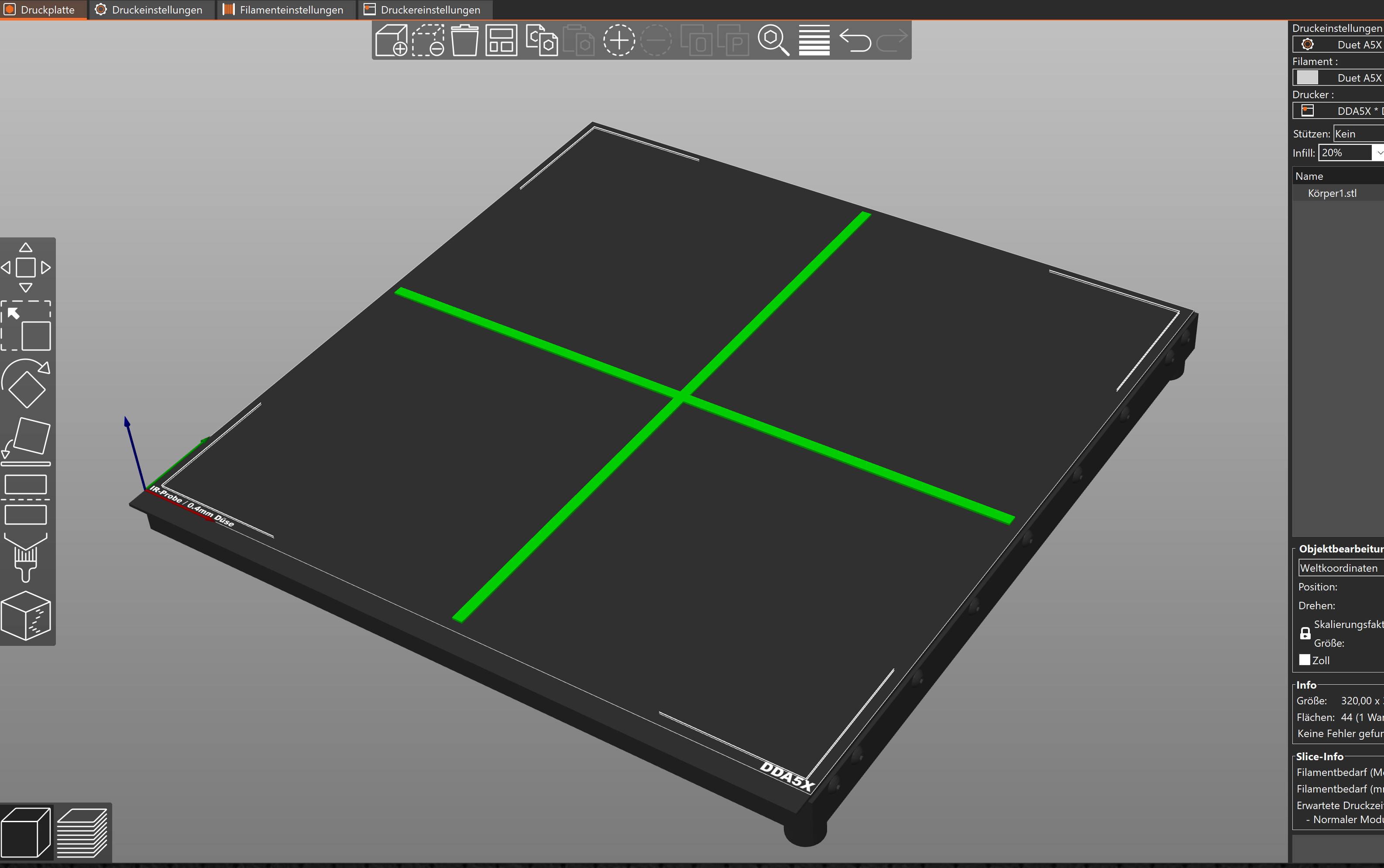
Wenn Du ein großes Kreuz druckst dass das ganze Druckbett einnimmt, und Du dann die Spindeln der Z-Achse beobachtest (ggf ein Fähnchen aus Isolierband an die Spindel kleben oder den Finger leicht zwischen Motor und Spindelkupplung halten), ob diese sich während des Druckens minimal bewegen, sie also die Unebenheiten vom Druckbett ausgleichen, kannst Du überprüfen ob das vorher gemachte MBL auch genutzt wird.
Die Fotos sehen zumindest so aus als würde das MBL beim drucken nicht laufen. Die Mitte als Z0 angesehen wird und diese Höhe auf dem gesamten Druckbett beibehält.
RE:
So in etwa habe ich mir den Druck vorgestellt um prüfen zu können ob das MBL was gemacht wurde, auch geladen wird.
Nur das was Grün ist wird gedruckt, die weißen Linien gehören nicht zum Druck.
RE: die Ecken des Druckbettes...
Wenn Du die original Firmware verwendest, und nicht dran gefummelt hast, sollte das mesh bed leveling die "Dellen" im Bett ganz gut ausgleichen.
Es gibt die Möglichkeit eine zusätzliche koordinatenabhängige z-Korrektur zu machen, obwohl mir noch keiner schlüssig erklären konnte was genau da korrigiert wird und warum. Ich hab's noch nie gebraucht und drucke auf meinem ganzen Druckbett rum, trotz einer Varianz von knapp 0.1mm laut Octoprint), aber manche fummeln da tagelang mit rum und sind hinter begeistert vom Ergebnis, probier doch mal Dein Glück:
https://help.prusa3d.com/de/article/druckbett-nivellierung_2267
Oder meintest Du das mit leveln?
If at first you don't succeed, skydiving is not for you.
Find out why this is pinned in the general section!
RE: die Ecken des Druckbettes...
Ich habe mir gerade einige Videos zum Prusa angesehen, wie die Firmware so ist.
Ich komme von Marlin und bin seit einigen Jahren auf RepRap umgeswitcht weil ich ein Duet Board in meinem Drucker habe.
Jetzt fragt sich der eine oder andere, ja was will denn der in einem Prusa Forum ?
Ich nutze den PrusaSlicer.
Hast Du schon einmal versucht das 3x3 MBL zu wechseln auf zB 7x7 ?
Auf der Seite im Prusa-Menü wo man dieses ändern kann, ist auch die sogenannte Magnet Kompensation, diese solltest Du aktiviert haben.
Ein Magnetfeld kann die Sonde stören, ganz besonders der BLTouch ist davon betroffen. Aus dem Grund ist mein BLTouch gegen diese magnetischen Störungen abgeschirmt was große Auswirkungen hat, was man auf der Höhenkarte des DWC (Duet Web Control) sehen kann. Dort wird farblich angezeigt wie uneben eine Druckoberfläche ist.
Ich nutze den BLTouch aber nur für Druckoberflächen wo mein IR-Probe Schwierigkeiten hat, wie zB auf Glas oder PEI.
Stelle die Anzahl der Sondierungspunkte im Prusa-Menü etwas höher (immer ungerade Zahlen, damit die Mitte des Druckbett sondiert wird) und achte darauf das die Magnet Kompensation an ist.
RE: die Ecken des Druckbettes...
@tidofelder Ich frag mich nicht, was Du im Prusa Forum willst, ich frag mich nur, was ne BLTouch mit nem Prusa MK3 zu tun hat und wie man bei der Auswahl im Prusa-Menü (3x3, 7x7) versehentlich ne gerade Anzahl auswählen können soll und warum Du zu Deinem Testdruck nicht kurz das File postest (damit Daniel was davon hat)... So Sachen halt.
Und, wenn ich ganz ehrlich bin, frage ich mich, wie man die die großen Auswirkungen der magnetischen Abschirmung Deines BLTouch auf der Höhenkarte des DWC sehen kann - also so rein systematisch, hast Du einen mit und einen ohne Abschirmung miteinander verglichen?
@daniel-4 Die Magnet Kompensation kannst Du nur bei 7x7 einschalten (wo sie auch automatisch an ist), da die Messpunkte bei 3x3 nicht in der Nähe eines der Magneten sind. Auch beim 7x7 kompensiert die übrigens nix, sondern ignoriert bloß 11 der 49 Messpunkte...
If at first you don't succeed, skydiving is not for you.
Find out why this is pinned in the general section!
RE: die Ecken des Druckbettes...
Danke für die Infos,
bin jetzt mal am Drucker und habe mir die Einstellungen angesehen:

wenn ich es richtig verstehe ist die Pinda Kalibrierung aus???? also kein Meshleveling?!
RE: die Ecken des Druckbettes...
jetzt drucke ich schon so lange, und nun hänge ich an so Basics.
wie soll man so ein Ergebnis bewerten??
RE: die Ecken des Druckbettes...
Hallo Daniel,
Du hast den MK3S, nicht den MK3S+, nicht wahr? Die PINDA v2 des MK3S hat einen Temperatursensor, den man über den Menüpunkt kalibrieren kann (siehe Handbuch Kap. 8.4). Die Super-PINDA des MK3S+ hat den nicht mehr. Dann wird der Menüpunkt auch nicht mehr angezeigt. Das Meshbed-Leveling wird unabhängig davon ausgeführt.
Druck' mal z.B. das von @Tidofelder vorgeschlagene Kreuz. Alternativ kannst Du davon auch nur den schmalen, langen Streifen in x oder in y drucken. Wenn Du, wie vorgeschlagen, an eine oder beide z-Spindeln eine Markierung (z.B. auch TESA, Edding o.ä.) machst, siehst Du, ob sich die Spindeln drehen, wenn in eine lange Linie in x oder y gedruckt wird. Ist kein Meshbed-Leveling aktiv oder Deine Gittermesswerte waren alle perfekt identisch (unwahrscheinlich), dann bewegt sich z nicht, während eine Bahn gezogen wird. Wenn sich die Spindeln ein wenig hin- und herbewegen, korrigiert das Meshbed-Leveling aktiv die gemessenen Unebenheiten. Falls man eine Meßuhr hat, kann man die auch den Flansch des x-Motors von unten antasten und kann die Höhenänderungen auf der Meßuhr mitverfolgen.
Wie sehen den die gemessenen Gitterwerte aus? Kippt Dein Bett hinten links deutlich weg? Das Meshbed-Leveling korrigiert zwar einiges, allzu krumm sollte das Bett dennoch nicht sein. Um das Bett mechanisch zu korrigieren, gibt es verschiedene Mods: Federn-Mod, Silikon-Mod oder Nylock-Mod. Dazu wurde hier schon öfter gepostet. Den Nylock-Mod würde ich nicht empfehlen. Ich hab den Federn-Mod auf drei MK3S+ gemacht und habe es bisher nicht bereut.
Die Magnete ziehen das Blech an örtlich an. Dazwischen kann das Blech etwas hochbeulen. Die Theoretische Korrektur kann dann schon leicht unpassend interpolieren. Fehlt hinten links evtl. sogar ein Magnet? Dann würde die PINDA eine hochstehende Ecke detektieren. Wenn dann das Filament aufs Blech gedruckt wird würde ein in der Luft hängendes Blech runtergedrückt werden.
Bedenke auch, daß der Sensor rechts von der Düse sitzt. Ganz links druckt die Düse außerhalb des meßbaren Gitters. Innerhalb des Gitters kann die Firmware Korrekturen interpoliern, außerhalb nur extrapolieren, was teilweise merklich ungenauer werden kann.
Wie reinigst Du Dein Blech? Das Thema kommt hier im Forum nicht ohne Grund auch oft aufs Trapez
Schöne Grüße
RE: die Ecken des Druckbettes...
Vielen Dank für Deinen Beitrag Blauzahn,
ja ich habe den Mk3S. Die Pinda Kalibrierung führe ich gerade durch. nun habe ich umgestellt in 7*7.
Das Kreuz werde ich nun drucken, nachdem die Kalibrierung durch ist. Das mit der Markierung an den Z Spindeln ist gut, doch ich habe auch eine Meßuhr die verwende ich. Guter Tip mit dem X Motor Flansch !
Mir ist noch eingefallen, dass ich kürzlich das Board gewechselt habe da ich vermutete dass damit ein Problem ist. Dann können ja auch Werte fehlen oder nicht stimmen oder?
Wie kann ich die gemessenen Gitterwerte anzeigen lassen? (mit Octoprint plugin kenne ich das, aber gibt es sonst noch eine Möglichkeit?) Ich nutze an dem Bett den Silikon-Mod. Peile ich mit einem Haarlineal über die Fläche so ist diese für mein Auge plan.
Reinigen tue ich das Blech mit Isopropanol.
RE: die Ecken des Druckbettes...
wie soll man so ein Ergebnis bewerten??
Das Druckergebnis scheint mir sehr gleichmäßig auszusehen.
Das lösen vom Druckbett könnte daran liegen dass Du die Druckoberfläche mit einem falschen Mittel gereinigt hast.
Du solltest es mal so richtig reinigen damit die Oberfläche... wie soll ich es sagen ? ... wieder aktiv wird.
Ich drucke auf einer Blackprint FR4 Platte, die ich durch anschleifen und richtiges reinigen wieder fit bekomme. Nach einiger Zeit bildet sich da wohl ein Film drauf der das Filament nicht mehr so gut haften lässt, anders kann ich es mir nicht erklären. Mit dem bloßen Auge ist es nicht zu erkennen.
Vor jedem Druck reinige ich die Oberfläche mit 70% Isopropanol aber nach einiger Zeit muss eine Grundreinigung her.
Ich nehme zum Isopropanol ein Küchentuch, womit ich so lange einen Bereich reinige bis der Alkohol verflogen ist und das Tuch gefühlt trocken wirkt. Dann kommt ein Punkt wo man merkt dass die Oberfläche etwas stumpf wird. Dann hält zumindest bei mir auf der FR4 das Filament wunderbar.
Chlorreiniger wie Domestos oder Chlorix sind sehr gute Reiniger, wenn man die Platte einmal im Monat in der Dusche unter der Brause reinigen möchte, dazu einen Schwamm mit Scheuerflies und mit leichtem Druck und viel Wasser... 👍
Wenn Du Brillenträger bist, dann reinige Deine verschmutze Brille mal mit Alkohol und beim nächsten mal mit einem Chlorreiniger, dann verstehst Du was ich meine.
Vielleicht mal testen ob es etwas für Dich ist !?
Das zweite was hier passiert sein kann... die Düse war nicht nah genug am Druckbett.
Mein erster Layer hat bei mir zu 90% eine Höhe von 0,1mm. Wird dann der Skirt gedruckt, teste ich mit einer spitzen Pinzette wie gut die Bahn hält und regle ggf mit einigen Babysteps nach. Für diesen Zweck ist der Skirt wunderbar geeignet.
RE: die Ecken des Druckbettes...
...Dann können ja auch Werte fehlen oder nicht stimmen oder?
Eigentlich nicht. Ich wüsste momentan nicht welche Werte vom Board selber abgefragt werden würden. Und ein Bauteil auf dem Board selber muss auch nicht eingestellt werden.
Aber ich selber habe noch keinen Prusa in freier Wildbahn gesehen, ich kann nur von Ramps und dem Duet sprechen.
Bei meinem früheren Ramps Board hätte ich nach einem Wechsel nur die nachträglich installierten Treiber (nur zur Kontrolle) per Multimeter messen und einstellen müssen und natürlich die Firmware neu flashen müssen.
Ein neues Duet könnte ich so tauschen, ich müsste nur die SD-Card mit der Firmware vom alten ins neue umstecken.
Ich wüsste jetzt nicht was da bei einem Prusa anders sein könnte.
Dazu kann bestimmt jemand etwas sagen der selber einen Prusa hat.
Möchte hier nichts falsches erzählen.
RE: die Ecken des Druckbettes...
@Daniel: Hast Du schon mal die vollstandige-systemaktualisierung gemacht?
Die Gitterwerte kannst Du Dir auf einem per USB-Kabel mit dem Drucker verbundenen Terminalprogramm anzeigen lassen (z.B. Pronterface). G80 eingeben, dann macht der Drucker die Gittermessungen. mit G81 spuckt er dann die Tabelle aus. Aber wenn das unter dem Haarlineal gut aussieht, ist es zumindest bei der gemessenen Bettemperatur gerade genug. Ich mache die Gittermessungen idR. bei 85C. Spot on für PETG und nicht zu weit weg für PLA oder ASA bzw. PCCF. Dann kommt es aber noch darauf an, wie parallel die x-Achse dazu steht. Der Drucker orientiert die ja, indem er sie während der (XY-)Z-Kalibierung oben links und rechts an die Anschläge fährt. Dazu hatte ich auch schon mal was gepostet.
@Tilofelder: Ich würde das Blech erst einmal nur mit Spüli ohne Schnickschnack reinigen und unter warm Wasser gut abspülen bevor man die harten Geschütze auffährt. Ich drucke auf 3 Druckern auf satinierten Blechen reihenweise PETG und PLA und die sehen nicht mehr so taufrisch aus, wie die von Daniel. Bisher wurden die nur selten gereinigt.
RE: die Ecken des Druckbettes...
@tidofelder Ich frag mich nicht, was Du im Prusa Forum willst, ich frag mich nur, was ne BLTouch mit nem Prusa MK3 zu tun hat und wie man bei der Auswahl im Prusa-Menü (3x3, 7x7) versehentlich ne gerade Anzahl auswählen können soll und warum Du zu Deinem Testdruck nicht kurz das File postest (damit Daniel was davon hat)... So Sachen halt.
Und, wenn ich ganz ehrlich bin, frage ich mich, wie man die die großen Auswirkungen der magnetischen Abschirmung Deines BLTouch auf der Höhenkarte des DWC sehen kann - also so rein systematisch, hast Du einen mit und einen ohne Abschirmung miteinander verglichen?
Der BLTouch war nur ein Beispiel, weil dieser empfindlich auf Magnetfelder reagiert, weil er einen HAL-Sensor hat und durch ein Magnetfeld ausgelöst wird.
Ich hätte ja gerne den Pinta als Vergleich genommen... aber ich habe keinen Pinta. 😬
Da ich keinen Prusa habe, kenne ich das Menü nicht und weiß daher nicht ob es dort nur vordefinierte Anzahlen von Sondierungspunkten gibt.
Beim Duet ist man da ganz frei und kann selber entscheiden und kann von 1 bis 400 Sondierungspunkte pro Achsrichtung einstellen. Selbst 20x31 etc., also unterschiedliche Werte sind möglich.
Ich habe den Testdruck nicht als stl hinzugefügt, weil ich ein 330mm x 330mm Druckbett habe und der Prusa wahrscheinlich nicht. Außerdem gehe ich davon aus das jeder nach einiger Zeit seine eigenen stl erstellen kann und nicht nur Sachen aus Thingiverse & Co druckt.
Aber auf eine Bitte hin mit den Angaben welche Maße gewünscht sind, hätte ich ihm gerne eine stl erstellt, keine Frage.
Klar habe ich eine Höhenkarte ohne Abschirmung und eine mit Abschirmung erstellt. Wie soll ich es denn sonst erkennen können ?
Mir fällt keine andere Methode ein wie man es sonst sichtbar machen sollte.
OK... man hätte sich die Werte aus der bed.g notieren können und sie so miteinander vergleichen können. Aber eine graphische Höhenkarte sagt einem da sofort was los ist.
Ich habe einen IR-Probe den ich zu gut 95% meiner Drucke nutze, aber der IR-Probe hat logischerweise Probleme mit durchsichtigen Druckoberflächen wie Glas. Aber auch in PEI dringen das IR Licht ein und liefert dann falsche Werte.
Der IR-Probe ist sehr empfindlich und würde eine strukturierte Druckoberfläche sehr bunt und zackig in der Höhenkarte darstellen. Und deswegen habe ich meinen alten BLTouch nicht entsorgt sondern ich nutze zwei Sonden zum MBL.
Der BLTouch ist dann für die Oberflächen gedacht wo mir die Ergebnisse vom IR-Probe zu ungenau sind und es zu Problemen kommen könnte.
Beim einrichten und ermitteln des Z-Offset beider Sonden ist mir dann eine Welle in der Sondierung aufgefallen die so nicht da ist.
Ich kam dann drauf das es eventuell etwas mit der magnetischen Druckplatte zutun haben könnte. Also habe ich zum Test ein leeres Gehäuse eines kleinen Elektromotors über den BLTouch gestülpt und habe erneut ein MBL gemacht, und siehe da... die Welle war fast verschwunden.
Jetzt ist da ein Abschirmblech aus Weißblech drüber. Ein Blech aus Mu-Metall wäre da die bessere Wahl, aber das Zeug ist Schweineteuer.
Hier der Link zum Duet-Forum wo ich den Usern eines BLTouch diesen Tipp gegeben habe. Dort sind auch die Höhenkarten zu sehen von denen ich sprach und auch ein Schnittmuster welches man auf ein dünnes Blech übertragen kann..
RE: die Ecken des Druckbettes...
Bisher wurden die nur selten gereinigt.
Das könnte auch ein Grund sein, dass man zu viel reinigt !?
Ich habe da auch schon Druckoberflächen gesehen, da fällst Du vom Glauben ab und denkst... was soll da noch drauf halten ?
Wenn sich da aber eine Schicht aus ABS oder was man auch immer so druck, bildet... könnte ich mir schon vorstellen dass es auch helfen kann die Haftung zu erhöhen.
Harte Geschütze sind Chlorreiniger nicht. Nicht für Kunststoffe sondern eher für die Klamotten die man trägt. Man sollte damit also nicht so rumkleckern. Azeton ist für mich eher ein hartes Geschütz, was Kunststoffe auflösen kann, besonders ABS wird dadurch sehr schnell weich. Für das Finish der ABS-Druckteile ist Azeton gut geeignet (zB Schleifmuster entfernen etc).
Wenn Du den Schwamm mit dem Scheuerflies meinst als hartes Geschütz... ich habe extra dazu geschrieben den nur leicht anzudrücken.
RE: die Ecken des Druckbettes...
So sämtliche Kalibrierungen habe ich durchgeführt.
Ich habe eine First Layer Kalibrierung hinbekommen, das Kreuz auch, doch es sah für mich zu gedrückt aus. Dann hab ich versucht die Prusa Kalibrier Vierecke mit Stegen zu drucken, keine Chance. kein Halt und Geschmotze an der Noozle.
Ich habe das Satin Blech gegen das uralte Stahlblech gewechselt, First Layer angepasst - geht auf Anhieb.
Das ist doch sehr komisch oder?
Die Uhr am X Achse Stepper zeigt ordentlich Bewegung, und ja im äusseren Bereich sind die Ausschläge mehr. Bedeutet dass das Mesh kompensieren aktiv ist.
Ist das Mesh Kompensieren auch aktiv wenn ich über Einstellungen / Motoren bewegen die jeweiligen Achsen händisch verfahre?
Danke Euch für die vielen wertvollen Tips!
RE: die Ecken des Druckbettes...
Wenn das andere Blech auf Anhieb funktioniert, dann würde ich das Satinierte mal reinigen.
Bietet Deine Firmware schon an, individuelle live-z für die Bleche zu speichern? Das ist seit Version 3.9. irgendwas möglich. Um z-live einzustellen, habe ich mal einen diagonalen Streifen (0.2mm dick) gemacht und hier gepostet. Den finde ich ganz praktisch. Wenn man die first-layer speed noch auf 80mm/s hochschraubt, geht das auch fix.
Wenn die Meßuhr von links nach rechts etwa linear steigt oder fällt, ist die x-Achse schräg zum Bett. Um das zu reduzieren, habe ich mir in die oberen z-Anschläge je 1 M5-Gewinde für eine Justierschraube ergänzt. Ich finde den Post gerade nicht. Wenn außen beidseitig mehr passiert, ist das Bett/Blech wahrscheinlich gewölbt. Mach das Meshbed-Levelling mal bei aufgeheiztem Bett. Ich stell die 8 äußeren Schrauben des mit Federn gemoddeten Bettes auch bei den genannten 85C ein.
Ich weiß nicht, ob Einstellungen/Motoren bewegen Meshbed-Kompensation macht. Wahrscheinlich nicht. Dafür ist das ja auch nicht gedacht.
RE: die Ecken des Druckbettes...
Ist das Mesh Kompensieren auch aktiv wenn ich über Einstellungen / Motoren bewegen die jeweiligen Achsen händisch verfahre?
Das kannst Du ja ganz schnell überprüfen, die Messuhr hast Du ja schon vor Ort. Bringe sie in Position und lasse den Druckkopf quer über das Druckbett fahren.
Aber soweit ich weiß ist das Mesh nicht aktiv bei Bewegungen die über das Menü erfolgen. Auch wenn Du Pronterface dazu nutzt, sollte das Mesh deaktiviert sein.
Laut Prusa sollte man die Pulverbeschichtete Druckplatte nur mit 90% Isopropanol reinigen (Video dazu).
Isopropanol neigt dazu einen milchigen Schleier beim reinigen zu hinterlassen.
Ich habe eine Blackprint FR4 Druckplatte, die ist glatt und komplett mattschwarz ohne irgendwelche Logos oder Schriften. Dort ist dieser Schleier sehr gut zu erkennen wenn er entsteht. Reibe ich mit dem Küchentuch und Isopropanol so lange bis die Druckoberfläche trocken ist, entsteht dieser Schleier nicht und man merkt wie die Druckplatte "stumpf" zu werden scheint.
Obwohl es eventuell schwierig sein könnte dieses "stumpf" werden bei einer rauen Druckplatte wie Du sie hast, zu merken !?