Qualität der Oberflächen (oben und unten) ungenügend
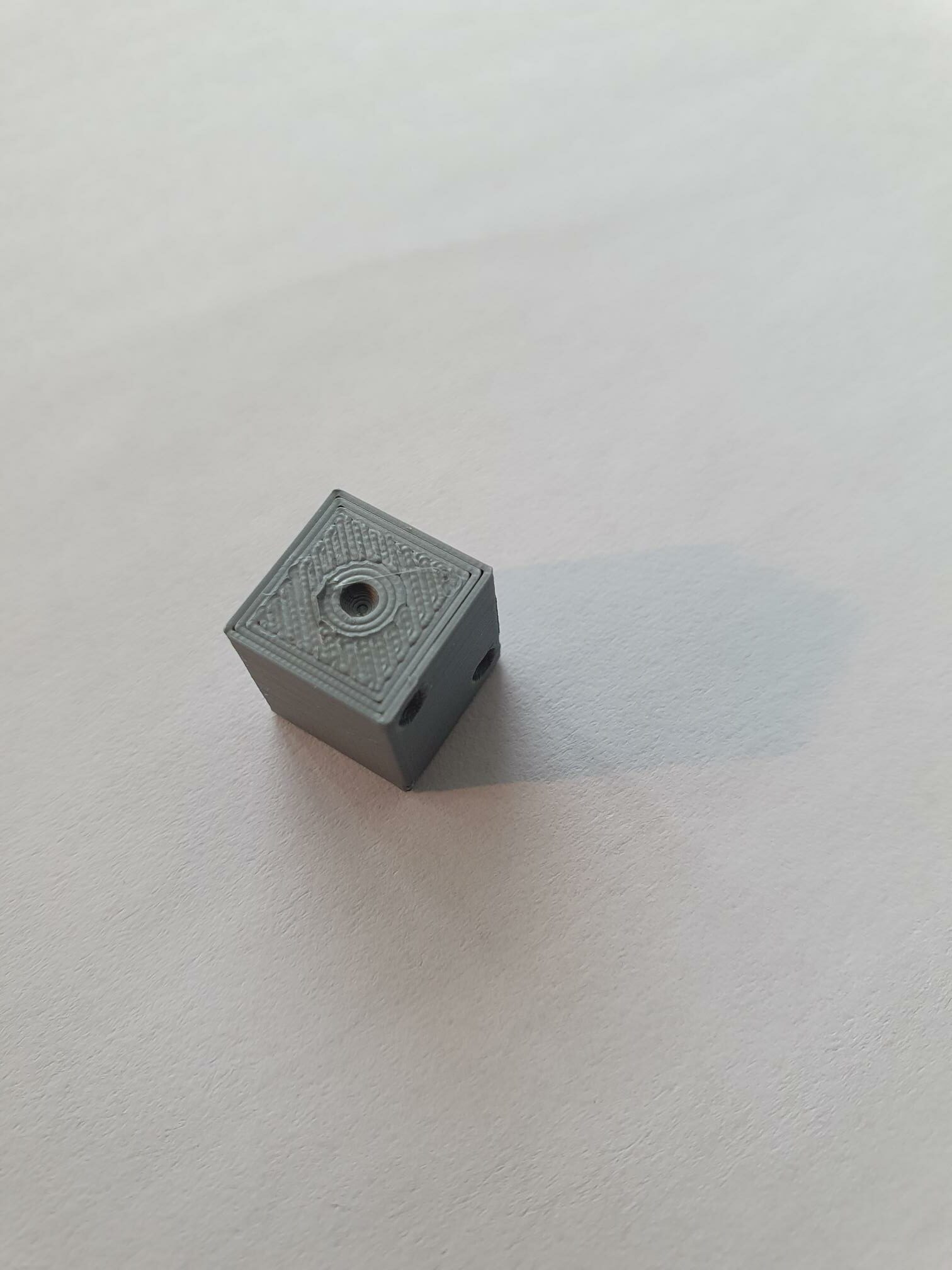
Ich bin seit rund drei Monaten stolzer Besitzer eines MK3S+ (Eigenmontage) und habe schon viel ausprobiert und (u.a. im Forum) gelernt. Akuelle nutze ich eine 0.25er Düse, PLA, Schichtdicke 0.1 mm. Nur bezüglich der Druckqualität bei der Oberfläche bin ich doch sehr enttäuscht. Wenn ich einen Würfel ausdrucke mit 10 mm Seitenlänge sind die Seiten hervorragend glatt, die obere Seite (siehe 1. Bild unten) und vor allem der Boden (siehe 3. Bild unten) zeigt extem die Struktur vom Drucken. Ich bin sicher ich mache da wa falsch, denn im Vergleich zu anderen Druckteilen (z. B. die Teile, welche im Drucker verbaut wurden), sind meine Ausdrucke sehr viel schlechter. Habe schon mit vielen Einstellungsänderungen von Schicktdicke bis Z-Anpassung probiert, aber leider nichts hingekriegt und auch im Forum keine Antwort gefunden.
Hat jemand vielleicht eine Idee, was ich da machen könnte?


RE: Qualität der Oberflächen (oben und unten) ungenügend
Deine First-Layer-Kalibrierung ist eine Katastrophe und da du bei einer 0.25mm Düse ein Foto mit 0.4mm Extrusionbreite zeigst, muss ich wirklich daran zweifeln, ob du überhaupt die richtigen Slicingprofile verwendest.
Die notwendigen Profile fügst du im Slicer hinzu, in dem du im Menü unter Configuration auf Configuration Wizzard klickst und dort bei der Druckerauswahl noch die zusätzlichen Hacken bei den notwendigen Düsengrößen setzt. Zusätzlich musst du das Wechseln der Düsengröße auch am Drucker selbst noch angeben. Das müsste unter "Settings → HW-Settings → Nozzle size" liegen.
Am besten erst noch mal das Startervideo ansehen (Untertitel in Deutsch verfügbar):
Ansonsten gibt es zur optimalen First-Layer-Einstellung auch schon genug Einträge hier im Forum.
Die Seiten sehen auch nicht optimal aus, daher noch diesen Guide hinterher:
Ich nehme an, dass die Extrudervorspannung viel zu hoch eingestellt ist.
RE: Qualität der Oberflächen (oben und unten) ungenügend
Ich würde auch ganz schwer darauf tippen, dass Dein Slicer nicht weiß, dass er GCODE für eine 0,25er Düse erzeugen soll - anders könnte ich mir das Ergebnis jedenfalls nicht erklären, das erklärt somit auch Deinen "lausigen" 1. Layer - der wird automatisch besser wenn statt der 0,4er Düse die 0,25er Düse zum Einsatz kommt. Dennoch: bei 0,25er Düse wirst Du auch den 1. Layer noch deutlich genauer einstellen müssen! Je kleiner die Düse desto unangenehmer werden hier "Ungenauigkeiten".
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Qualität der Oberflächen (oben und unten) ungenügend
Lieber Lichtjäger, lieber Clemens,
vielen Dank für eure Hilfe! Was ich in der Zwischenzeit machte:
- Düsenseinstellung Drucker geprüft, war i.o.
- Erstes Videos (finde ich sehr gut) war neu für mich, hat aber bestätigt, was ich gemäss Anleitung nach dem Zusammenbau bereits machte. Zweites Video kannte ich schon. Habe ich gefunden, beim Suchen einer Lösung für mein Problem.
- Extrudervorspannung: Habe ich beim Lösungssuchen erhählt und nun wieder reduziert.
- Slicer Software: Unter My Settings habe ich natürlich die kleine Düse konfiguriert. Es scheint aber, dass diese Einstellung nicht verwendet wurde. Habe einen SW-Update gemacht, da eine neue Version zur Verfügung stand. Dann wie Lichtjäger empfohlen, das zusätzliche Häckchen gesetzt. Das hat wirklich gefehlt. Dann habe ich nicht mehr mit My Settings sondern mit der Systemeinstellung "Original Prusa i3 ... 0.25 nozzle" nochmals gedruckt. War schon einiges besser.
- Haben nun die Justierung nochmals gemacht und dabei nochmals leicht nach unten korrigiert.
Leider kann ich momentan keinen Test mehr machen. Der Elektriker muss was umbauen und hat uns den Strom für den Vormittag abgeschaltet. Werde heute Abend nochmals Testen und die Resultate hier einfügen.
Bis dahin nochmals vielen Dank, dass ihr euch meinem Problem annehmt.
LG Rudi
RE: Qualität der Oberflächen (oben und unten) ungenügend
Hallo Lichtjäger und Clemens,
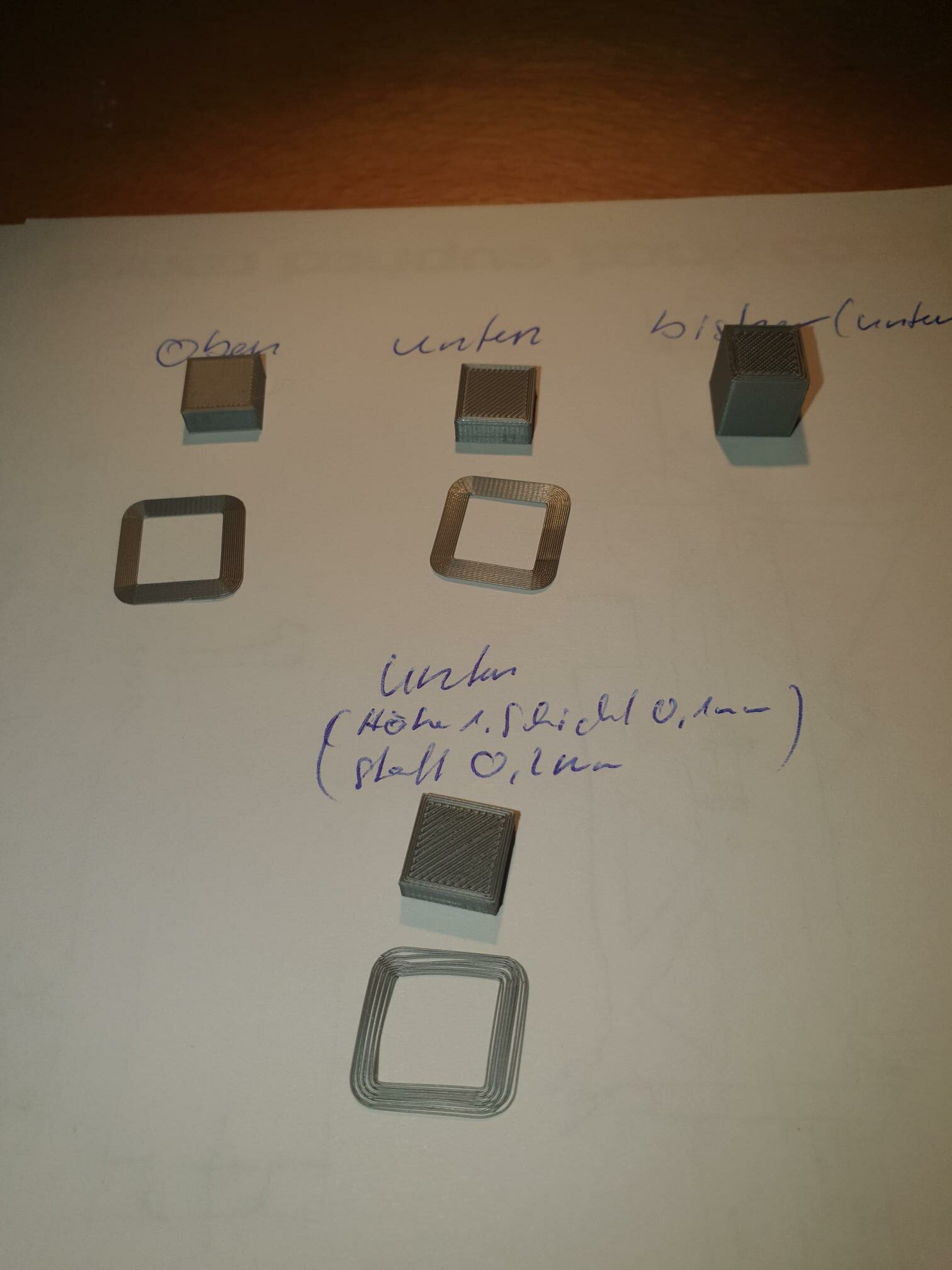
in den Bilder unten seht ihr nun das Resultat. Links ist der Würfel (ok, eigentlich nun eine Platte mit den Abmessungen 10 x 10 x 4 mm) von oben, in der Mitte von unten und rechts das bisherige Ergebnis von unten. Neben die neuen Druckerzeugnisse habe ich noch den Rand hingelegt. Die Sache habe ich einmal von oben und einmal von schräg oben fotografiert, um die Strukturen besser erkennbar zu machen. Man kann sehr gut sehen, dass der neue Druck viel besser ist, als der bisherige. Allerdings ist auf der Unterseite die Druckstruktur immer noch gut zu erkennen, wohingegen auf der Oberseite eine sehr plane Fläche mit kaum mehr Druckstruckturen zu erkennen ist. Zur weiteren Optimierung der Unterseite habe ich die Höhe der ersten Schicht auf 0.1 mm eingestellt. Das Resultat war aber eher schlechter (siehe zusätzliches Druckergebnis unten). Auch der Rand ist bedeutend weniger schön gedruckt (wäre eigentlich ja nicht wichitg, ist aber vielleicht auch ein Hinweis, dass eine Schichthöhe von 0.2 oder allenfalls 0.25 besser geeignet wäre).
Kann man die Unterseite noch irgendwie optimieren oder stelle ich zu hohe Ansprüche an den Drucker?
LG Rudi

RE: Qualität der Oberflächen (oben und unten) ungenügend
Wenn das unten ist, ist dein Abstand definitiv zu hoch. Drucke mal eine einzelne Schicht und Messe die - nicht den Briem/Skirt! Der hat eigene "Gesetze". Das Bauteil hat, würde ich mal schätzen, knapp 0,13. Die Materialmenge wird aber berechnet für die eingestellte Layerhöhe 0,1 mm. Somit geht die "Pressung" verloren und es bildet sich eben das ab, woraus der Layer besteht: Runde Würste nebeneinander gelegt. Was für eine Extrusion Width hast du eigentlich eingestellt?
Gruß, Digibike
RE: Qualität der Oberflächen (oben und unten) ungenügend
Kleine Anmerkung noch von mir: Schwarz und Weiß sind so ziemlich das übelste, was man versuchen kann, abzulichten! Dazu ist das Bildmaterial noch unterbelichtet, was nicht wirklich hilfreich zum Fehler erkennen ist...
Wenn du mal was zum richtigen Beurteilen und Fehlersuchen probieren willst, M4P hat eine Extra Farbe mit einem Forum zusammen entwickelt, in der man die verschiedenen Filamente auch beziehen kann: Staubgrau! Für die Vitrine taugen die Exponate, die man damit druckt nicht, weil die Farbe absolut Schonungslos ist! Du siehst jede noch so winzige Extrusionsschwankung, jede über- oder Unterextrusion - einfach jeglichen Fehler! Und das geniale ist: Der Focus der Kameras liebt diese Farbe abgöttisch! Du bekommst die genial abgelichtet und kannst Sie entsprechend einstellen!
Gruß, Digibike
RE: Qualität der Oberflächen (oben und unten) ungenügend
Hallo Digibike
Danke für die Hinweise. Hab' gegoogelt, M4P- Produkte in der Schweiz zu kaufen scheint eine grössere Herausforderung zu sein. Habe ich daher zurückgestellt. Aber du hast natürlich recht, meine gelieferte Fotoqualität ist ziemlich "mager". However, den Gedanken eine einzele Schicht zu drucken finde ich super, werde ich spätestens morgen über Mittag machen und melde mich dann wieder mit dem Resultat. Wäre eigentlich logisch, dass der Abstand zur Druckplatte zu hoch ist, da aber mit der Kalibrierung die Testschicht genau richtig war (wenigstens aus meiner Sicht), schien mir alles i.o. eingestellt. Auch wenn ich den gedruckten Rand anschaue, liegen die Linien näher beieinander, als sie beim gedruckten Boden des Druckteils sind, also eigentlich unlogisch. Wie auch immer, ich teste und melde mich wie versprochen, bis morgen Mittag.
Schöne Abe, Rudi
RE:
Da du immer noch von Schichthöhen sprichst, muss ich wirklich davon ausgehen, das du das mit der First-Layer-Kalibrierung immer noch nicht verstanden hast. (Erstes Video ab 7:20) Sonst hättest du ja schon was über deinen Z-Abstand geschrieben.
Im First-Layer-Calibration-Mode (soweit ich weiß nur für 0.4mm Düsen) oder dem Live-Z Mode (während eines Druckes innerhalb der ersten Schicht in den Feineinstellungen) musst du das Rad drehen. Mit steigendem negativen Wert nähert sich die Düse dem Bett und die Drucklinien werden flacher auf das Bett und damit auch näher zusammen gedrückt. Das Rechteck am Ende der First-Layer-Calibration sollte als gleichmäßiges zusammenhängendes Teil herauskommen.
Wenn du den Z-Abstand nicht weiter runter drehen kannst (-2.0 ist, glaube ich, die Grenze) dann hast du deine PINDA Sonde zu tief montiert.
RE: Qualität der Oberflächen (oben und unten) ungenügend
Beim Live-Z Test von Prusa ist eigentlich nur das letzte kleine Viereck interessant.
Anhand der einzelnen Filamentbahn die davor gedruckt wird, die richtige Höhe einzuschätzen ist für Einsteiger sehr schwer.
Bei deinem Würfel siehst du ja aber, dass die Bahnen nicht verbunden sind, sondern praktisch einzeln nebeneinander liegen.
Kleiner Tip von jemand der auch viel zu lange mit zu hohem Z-Abstand gedruckt hat:
Es passiert nicht so schnell, dass man mit der Nozzle über die Platte kratzt, da muss man schon noch sehr weit runter gehen.
Also ruhig mal mutig tiefer gehen während du eine größere 1-Layer Fläche druckst.
Wenn du zu hoch bist, siehst man das zwar erst so richtig gut von unten nach dem Druck, aber wenn du zu tief wirst sieht man das auch auch gut während des Druckens.
Bei guter Höhe verbinden sich die Bahnen erst, wenn du zu tief wirst wird die Nozzle das Material nicht mehr los, da zuviel in den verfügbaren Platz gequetscht wird.
Es entstehen also Unebenheiten durch nach oben gequetschtes Material.
Danach wieder etwas zurück bis dieser Effekt nicht mehr (oder sehr wenig) sichtbar ist und du bist zumindest mal nicht mehr zu hoch. 😉
Perfektionieren dann evtl. mit Messschieber und dem gedruckten 1-Layer Test.
RE: Qualität der Oberflächen (oben und unten) ungenügend
Das Bild ist mir gerade zufällig über den Weg gelaufen und zeigt es recht gut:
https://www.reddit.com/r/FixMyPrint/comments/rsjrh8/diagnosing_first_layer_problems/
Am Besten mal versuchen in Richtung "zu niedrig" zu kommen, und dann langsam zurück bis es wieder gut aussieht.
RE: Qualität der Oberflächen (oben und unten) ungenügend
Vielen Dank für eure Feedbacks. Ich habe nun einige Tests gemacht um die richtige Einstellung zu finden.
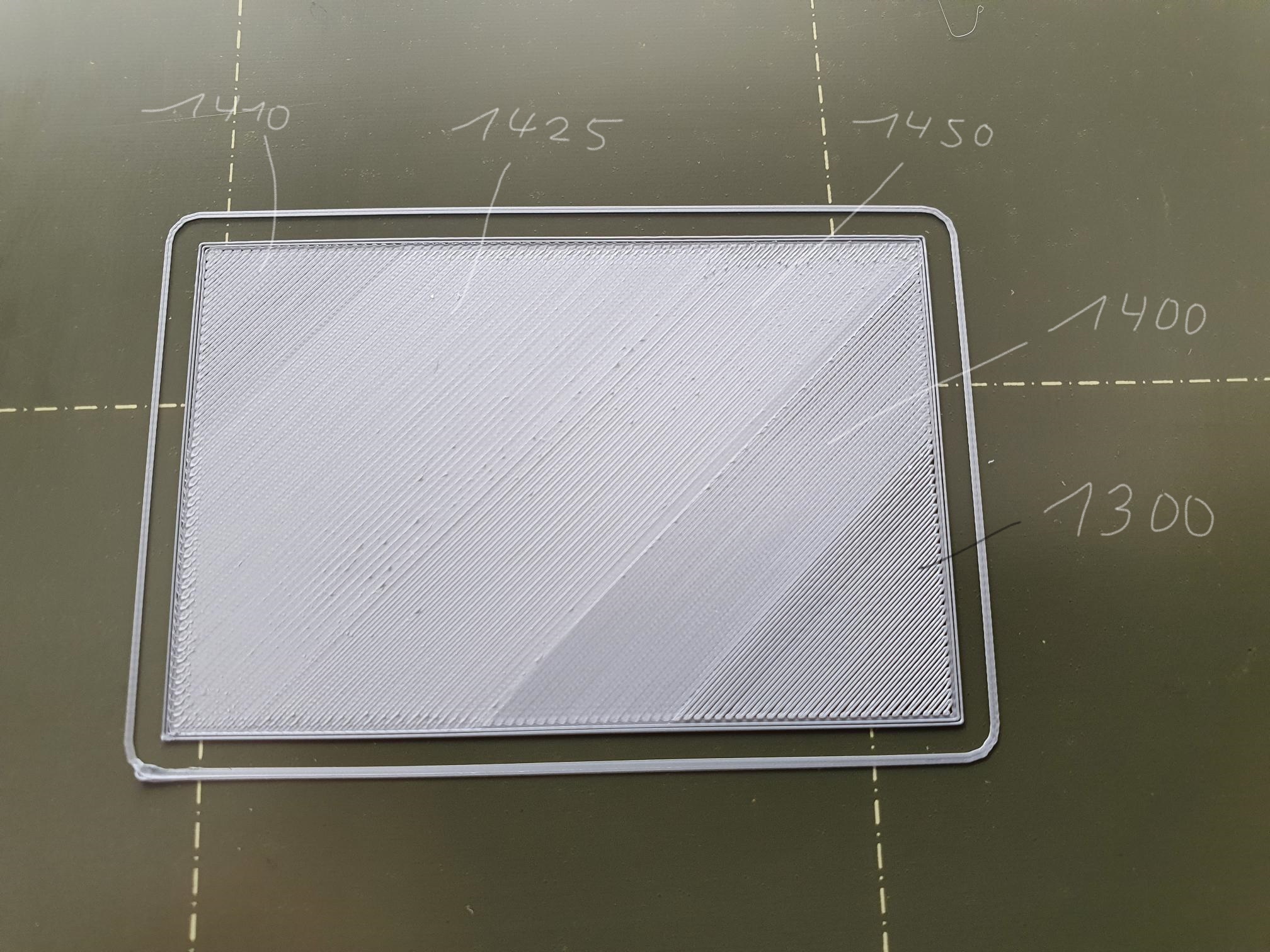
Unterer Druck (60 x 40 mm) habe ich mit Konfiguration 0.05 ULTRADETAIL @25 noozle MK3 gemacht und dabei die erste Schicht auf 0.1 mm eingestellt und das Druckstück natürlich auch auf 0.1 mm Höhe gezeichnet. Dann habe ich während dem Druck den Z-Wert variert. Diesen habe ich im Bild neben den verschiedenen Segmenten notiert (sind natürlich alles Minuswerte). Mit - 1.300 habe ich angefangen, da ich diese Einstellung bisher verwendete. Nach den ersten Einstellung nach dem Druckerzusammenbau dachte ich, dieser Wert würde passen, was aber offensichtlich nicht stimmte. Ich hatte Angst, dass ich plötzlich mit der Düse auf dem Blech kratze, weshalb ich lieber auf der sicheren Seite sein wollte (was eben wie man sieht, ein schlechtes Druckresultat lieferte). Der Z-Wert -1.425 scheint bei dieser Konfiguration das Optimum zu erreichen. Auch die Rücksteite (also schlussendlich die sichtbare Seite) sieht es nun sauber aus. Ich habe noch die Dicke der verschiedenen Segmenten gemessen. Der Teil mit - 1.300 ist 0.19mm Dick, der Teil mit -1.450 ist 0.15 mm dick (wohl weil es Material aufgeworfen hat) und die anderen sind 0.12 mm dick (Soll wäre ja 0.1, also meines Erachtens ein gutes Resultat).
Interessant ist, dass bei der Konfiguration 0.15 mm QUALITY @25 nozzle MK3 (welche unter "https://help.prusa3d.com/de/article/verschiedene-dusentypen_2193" empfohlen wird) mit den gleiche Werten ein anderes Bild zu sehen ist. Dieses Druckstück ist 0.2 mm dick (entspricht Höhe der ersten Schicht). Hier scheint der Wert -1.380 das Optimum zu sein. Die Materialdicke bei den Werten -1.380 und -1.400 ist jeweils 0.22 mm (Soll 0.2), bei -1.300 0.25 mm und bei -1.425 0.4 mm rsp bei -1.450 0.45 mm (wiederum wegen den Materialaufwürfen). Das heisst, dass je nach Konfiguration nicht immer der gleiche Z-Wert der besste sein muss.

Fazit: Mein Problem entstand einerseits, weil ich dem Slicer nicht richtig konfigurierte und andererseits weil der Z-Wert zu hoch war. Bei der kleinen Düse ist, schon wenn der Z-Wert nur um 0.08 daneben liegt, das Resultat schlecht. Also eine delikate Sache zum Einstellen. Dank eurer Hilfe habe ich nun ein grandioses Druckresultat, darum ein grosses Merci an euch alle!
Schöne Grüsse aus der Schweiz
Rudi
RE: Qualität der Oberflächen (oben und unten) ungenügend
Hallo,
so sehen die Strukturen (Unterseite) im Bereich von 0,3mm reduzierten Z-Höhen aus.
Gruß
günther
RE: Qualität der Oberflächen (oben und unten) ungenügend
Fazit: Mein Problem entstand einerseits, weil ich dem Slicer nicht richtig konfigurierte und andererseits weil der Z-Wert zu hoch war. Bei der kleinen Düse ist, schon wenn der Z-Wert nur um 0.08 daneben liegt, das Resultat schlecht. Also eine delikate Sache zum Einstellen. Dank eurer Hilfe habe ich nun ein grandioses Druckresultat, darum ein grosses Merci an euch alle!
Schöne Grüsse aus der Schweiz
Rudi
Freut mich, daß es nun geklappt hat. Das die 0,25er Düse so empfindlich auf eine Abweichung von 0,08 mm reagiert, kannst du leicht recherchieren: Teil mal 25 durch 8 - da bist du volle 33% daneben...! 😉 Je feiner, desto sensibler muß das System kalibriert und alle Parameter eingestellt werden - also auch die Materialmenge, Temperatur und Geschwindigkeit - ansonsten kommt es auch ganz gern schnell zu Verbrennungen und/oder Verstopfungen.
Das sich der "optimale" Z-Wert mit der Layer-Height ändert, ist, meiner Erfahrung nach, aber nicht typisch. Ich würde da mal genauer schauen, ob Flow und Extrusion Width sowie der Durchschnittliche Diameter des Filaments passen. Klingt für mich, wie wenn da ein wenig was mit an der "Toleranz knappert"...
Es gibt übrigens noch einen anderen Faktor, der bei niedrigen Layern und langer Verweilzeit, pro Layer, eine Rolle spielt: Die Nachlängung. Materialien dehnen sich bei Erwärmung aus. Nach 20 min. etwa ist dann die vollständige Längung erreicht. Je nach Hotend-Aufbau wirkt sich das unterschiedlich stark aus. Bei meinem RF1000 macht das bis zu 0,2 mm(!) aus. Du hast gesehen, was o,08 mm ausmachen... Deshalb heize ich meine Drucker vor Betrieb, ohne Filament in der Düse - Kunststoffe mögen keine längere Wärmeeinwirkung und verändern sich Chemisch...! - ordentlich vor. Bei meinem RF1000 und Ultimaker etwa 15 min., bevor ich den Druck starte. Da ändern sich die Parameter, bis er los druckt, nur noch unwesentlich. Leider macht der Prusa da einen "Strich durch die Rechnung" mit seiner Überwachung des Bettes. Aber auch das bekommt man in den Griff... Je feiner man druckt, desto weniger darf sich verändern - nicht nur beim Start passen!
Gruß, Digibike
RE: Qualität der Oberflächen (oben und unten) ungenügend
Achtung: Die Prusa Firmware erlaubt es dem Drucker nicht eine First-Layer-Height kleiner 0,15 mm zu benutzen: https://forum.prusa3d.com/forum/postid/362365/
D.h. wenn du den Drucker über das Live Z-Adjust so verstellst, dass bei deinem Bauteil im Ergebnis 0,1 mm Höhe heraus kommt, der Drucker aber denkt er sei bei 0,15 wird dein zweiter Layer nicht passen, weil er dann 0,05 mm zu wenig nach oben fährt.
(Ob das in 2022 immer noch so ist kann ich dir nicht sagen, da ich mittlerweile eine andere Firmware einsetze, früher bin ich da aber auch schon drauf rein gefallen)
RE: Qualität der Oberflächen (oben und unten) ungenügend
@ Digibike, Interessanter Hinweis bezüglich der Wärembeeinflussung. Möglicherweise hat sich der Unterschied zwischen meinen zwei Druckvergleichen (0.1 und 0.2 mm) gerade deswegen ergeben. Denke, mit der kleinen Düse sind kleine Veränderungen schon schnell sichtbar, wie ich erfahren habe.
@d3dp: Wichtiger Hinweis, vielen Dank. Der Slicer schlägt als Default-Wert generell 0.2 mm für die erste Schichthöhe vor (sowohl für Systemvoreinstellung Quality wie auch für Ultradetail bei 0.25er Düse). Ist sicherlich für normale Anwendungen auch ein vernünftiger Wert. Aber dass das System den ersten Layer mit mindestens 0.15 mm erwartet, sollte man schon bei den Einstellungen kommunizieren, auch wenn das wohl beim normalen Drucken weniger zum Einsatz kommt. Zur Bestimmung des Z-Wertes finde ich es aber schon einfacher, wenn man sich eine grössere Platte mit 0.1 mm Dicke druckt um die Veränderungen beim Verstellen des Z-Wertes besser erkennt. Da finde ich den Vorschlag von Thyraz weiter oben sehr gut: runterdrehen, bis Material aufgeworfen wird, dann wieder etwas zurückdrehen.
RE: Qualität der Oberflächen (oben und unten) ungenügend
... Deshalb heize ich meine Drucker vor Betrieb, ohne Filament in der Düse - Kunststoffe mögen keine längere Wärmeeinwirkung und verändern sich Chemisch...! - ordentlich vor. Bei meinem RF1000 und Ultimaker etwa 15 min., bevor ich den Druck starte. Da ändern sich die Parameter, bis er los druckt, nur noch unwesentlich. Leider macht der Prusa da einen "Strich durch die Rechnung" mit seiner Überwachung des Bettes. Aber auch das bekommt man in den Griff... Je feiner man druckt, desto weniger darf sich verändern - nicht nur beim Start passen!
Gruß, Digibike
Weshalb ich es mir (nebst ausreichender Vorheizzeit) zur Regel gemacht habe zumindest bei "wichtigen" Drucken die ersten 3 bis 4 Layer beim Losdrucken genau im Auge zu behalten, dann kann man gegebenenfalls noch den einen oder anderen Parameter positiv beeinflussen zur Erreichung eines erfolgreichen Druckes.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Qualität der Oberflächen (oben und unten) ungenügend
Möglicherweise hat sich der Unterschied zwischen meinen zwei Druckvergleichen (0.1 und 0.2 mm) gerade deswegen ergeben.
Möglich, sofern du nach dem ersten Druck aber nicht "Back-to-Back" gleich den nächsten mit heißem Drucker gestartet hast, glaube ich das aber weniger und es wird was anderes den maßgeblichen Effekt haben:
- Wenn du eine First-Layer-Height von 0,1 einstellst, der Drucker aber bei 0,15 stehen bleibt, wird 33% zu wenig Material gefördert um den Layer zu schließen.
- Dann hast du die Düse über den Z-Wert nach unten geschoben das es gut aussieht, also so Pi-mal-Auge auf 0,1 mm, während der Drucker denkt er sei bei 0,15.
- Wenn du nun einen Druck mit einer First-Layer-Height von 0,2 mm einstellst, fährt der Drucker eine Position an, von der er glaubt sie sei bei 0,2 mm, in Wahrheit steht er aber bei 0,15.
- Dein Slicer lässt jetzt aber Material für 0,2 mm fördern, also 25% zu viel!
Aber dass das System den ersten Layer mit mindestens 0.15 mm erwartet, sollte man schon bei den Einstellungen kommunizieren, auch wenn das wohl beim normalen Drucken weniger zum Einsatz kommt.
Ja das sollte man. Ich drucke auch lieber mit einer einheitlichen Layer Höhe, aber das wird vermutlich so gewollt sein, damit die Düse bei Messunsicherheiten der PINDA nicht gleich in's Druckbett rammt.
Zur Bestimmung des Z-Wertes finde ich es aber schon einfacher, wenn man sich eine grössere Platte mit 0.1 mm Dicke druckt um die Veränderungen beim Verstellen des Z-Wertes besser erkennt. Da finde ich den Vorschlag von Thyraz weiter oben sehr gut: runterdrehen, bis Material aufgeworfen wird, dann wieder etwas zurückdrehen.
Dem stimme ich nicht zu: Das rumdrehen am Z-Wert bis es schön ausschaut mag einfach sein, aber nicht unbedingt zu einem korrekten Ergebnis führen. Klar, der erste Layer ist dann geschlossen und das Bauteil wird in aller Regel auch auf dem Druckbett halten, aber wichtig ist doch, dass das Bauteil am Ende die korrekte Höhe besitzt.
Wie du ja selbst festgestellt hast ist die Frage ob zu viel, zu wenig oder genau passend Material extrudiert wird - insbesondere bei kleinen Layer-Höhen - sehr empfindlich und nicht nur vom korrekten Z-Wert, Temperatur, o.ä. sondern auch von Extrusionsfaktor und Filamentdurchmesser im Slicer abhängig.
Daher gibt es meiner Meinung nach nur eine korrekte Methode den richtigen Z-Wert einzustellen: Ein Bauteil aus mehreren Layern, mit etwas Infill statt 100% Vollmaterial, mit einer bekannten Soll-Höhe drucken, das Ergebnis messen und dann den Z-Wert entsprechend justieren.
Wenn sich dann auf der ersten Schicht Lücken bilden oder zu viel Material gefördert wurde, ist entweder das Bett krumm und die PINDA korrigiert an der Stelle nicht komplett (Stichwort: Bed Level Correction), oder im Slicer passt etwas noch nicht und sollte entsprechend dort angepasst werden.
RE: Qualität der Oberflächen (oben und unten) ungenügend
Aufgrund der obigen Kommentare hab' ich nun einen kleinen Test gemacht und natürlich will ich die Ergebnisse gerne teilen.
Ich habe eine Platte von 10 x 10 x 2 mm gezeichnet und dreimal mit Systemvoreinstellung "ULTRADETAIL" (0.25er Düse) gedruckt. Gedruckt habe ich mit PLA von Prusa.
1. Druck: 1. Schicht 0.2mm, ohne zusätzliches Aufwärmphase
2. Druck: 1. Schicht 0.2 mm, sofort nach dem ersten Druck
3. Druck: 1.Schicht 0.1 mm, sofot nach dem zweiten Druck
Logischerweise liess ich die Teile eine Zeit lang liegen, damit sie Raumtemperatur bekommen.
Zwichen 1. und 2. Druck möchte ich erkennen, ob die Betriebstemperatur einen Einfluss auf die Grösse des Druckteils hat. Gemessen habe ich mit einem Mikrometer (hatte mal eine Ausbildung zum Feinmechaniker, darum habe ich noch so ein Ding).
Die Dicke der Druckstücke ist eigentlich genau gleich (1. Stück: 1.976 mm, 2. Stück: 1.978 mm). So müsste ich annehmen, dass entweder die Betriebstemperatur keinen Einfluss hat oder der Drucker sich schon selber beim ersten Druck auf einen konstante Betriebstemperatur bring. Erst als ich die x- und y-Dimensionen mass, erkannte ich einen Unterschied. Das erste Druckteil hatte eine Seitenlänge von 9.98 x 9.99 mm, das zweite Teil eine Seitenlänge von 10.01 x 10.02 mm, also ist das wärmer gedruckte Teil 3/100 mm grösser entstanden.
Die Dicke des dritten Druckteils ist 1.966 mm, also nur rund 1/100 mm dünner als die Teile eins und zwei. Somit hatte die "zu dünne" Schichthöhe von 0.1 mm keinen erkennbaren Einfluss, hätte man doch erwartet, dass eine Differenz von 0.05 mm entstehen müsste. Möglicherweise korrigiert das System sich selbständig. Die x- und y-Abmessungen sind gleich wie beim Druck zwei.
Fazit: Ich bin begeistert von meinem Drucker. Natürlich sind meine Messungen nur auf ein sehr kleines Teil bezogen. Vielleicht sind bei grösseren Bauteilen ja viel grössere Abweichungen zu erkennen. Ich bin jedenfalls von der Genauigkeit des Druckers positiv überrascht (wenn man das Ding auch endlich mal richtig eingestellt hat 😉, aber das ist mir dank eurer Hilfe ja gut gelungen).
RE: Qualität der Oberflächen (oben und unten) ungenügend
Für ein Schmelzverfahren muss man doch sagen, dass sich die Maßtoleranzen in einem erstaunlich engen Bereich finden, zudem der Kunnststoff doch einen Schwund aufweist. Natürlich streuen die Werte bei größeren Teilen etwas, aber eine größere Abweichung als +-0.3mm konnte ich bei meinen größeren Druckteilen nie feststellen. Kommt natürlich sehr auf's Filament an, da der Schwund unterschiedlich ist und die Materialien innere Spannungen aufbauen, welche man zwar durch eine Wärmebehandlung reduzieren kann, was aber wieder zu einem weiteren Schwund führt. Wenn man diese Umstände aber bereits ins CAD einkalkuliert, kommt man maßlich immer recht zufriedenstellend hin. Der Drucker ist halt keine HSC CNC-Fräsmaschine (wollen wir auch gar nicht).
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.