PETG print looks bad and shows stringing
Hey guys,
I bought a used Prusa Mini+ because I want to start printing PETG parts. The guy who sold it to me gave me a good briefing and I had no problems setting it up. Z is calibrated and I'm using the textured plate. As I'm still new, I used the standard profile in Prusa Slicer and my print came out pretty bad. I can see stringing but can't describe what else is wrong with my print, as everything is too new for me. Attached some pictures, so maybe you can help me understand what's going on.
My hot end is also black. Does this mean there is a leak and the printer is physically damaged? Though the seller showed me some printed things and they looked really good.
I used Eryone PETG and a friend printed the same part with my filament using his Ender 3 Pro. On the left side is my part and on the right side is his part.

RE: PETG print looks bad and shows stringing
There's no scale in those pictures but this looks to me more like a question of minimum layer time. Filament doesn't have enough time to cool down. You can either raise minimum layer time in PrusaSlicer, or print 6 or 7 of those in a go.
Black nozzle may indicate your live z is too low and your nozzle is plowing through the previous layer. If it were a leak, you'd see gunk all over your heater block and probably dropping on to the model.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: PETG print looks bad and shows stringing
And of course the usual advice: if in doubt, dry your filament.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: PETG print looks bad and shows stringing
And of course the usual advice: if in doubt, dry your filament.
Ha, my first thought, but a different printer/same-filament kind of takes that out of the picture.
Agree on time. I’d slow it down first. Multiple parts will help, but maybe not with the stringing.
Not all temps are the same from printer to printer. Maybe 5-10 degrees hotter might help?
Take a brass brush and try to clean the nozzle. If it is really black, it might be a treated nozzle and not a brass one?
I think time and temp are the keys here.
RE: PETG print looks bad and shows stringing
It's a relatively small part with only 15mm in diameter.
I could try to dry it but both parts were printed on the same day and the Ender 3 looks much more better, so I think it has something to do with the adjustments.
I printed with 240 degrees, as my friend suggested. He also printed it with 240.
I'll try to raise the layer time first and I will buy a brush to clean the nozzle. Shouldn't be a treated nozzle. The black material is really smooth, so it's probably dried filament.
Thanks for your advice. I will keep you updated. 🙂 We can't let the Ender print better than the Prusa. 😀
RE: PETG print looks bad and shows stringing
I had the same issue with small parts, where filament in the dry box is okay, but filament in the tube going from the dry box to the printer gets more wet in the time, especially if it stays there without print for few days and if the weather is moist.
So for example I have a filament in the tubes that is around 50cm long, so that 50cm print will get ugly, but after it is gone it gets better.
You can also compare weather conditions in your lab and your friend - it makes a difference.
See my GitHub and printables.com for some 3d stuff that you may like.
RE:
I used a fresh standard profile and set the minimum layer time to 30 seconds but it didn't seem to work. It printed as fast as before.
While printing I used the "Tune" menu and lowered the speed from 100 to 75. I also lowered the flow to 90. With that the print came out much more better, but still not comparable to the Ender 3. And the Ender printed it in 5 minutes, while it took me 10.
When printing at full speed, I can also hear a crackling sound from the nozzle. Does that mean it's too hot or the flow is too high?
On the left is the new part.
PS: My brass brush will arrive tomorrow.

RE: PETG print looks bad and shows stringing
A crackling sound usually means that the filament isn't dry enough. That is the sound of the water boiling and snapping in the filament.
Printer: Original Prusa Mini+
Nozzles: E3D 0.25, E3D Nozzle X 0.4 , E3D 0.4, Bondtech 0.6 CHL
Printables: Tysonsw
Mastodon: [email protected]
.
RE: PETG print looks bad and shows stringing
I actually don't think the filament is too wet. I mean I took my printer to my friends house and printed the bad looking part, removed the filament, put it in his printer and it looks good. If the filament is too wet, it should be a problem for both printers or is the Mini too picky?
I noticed something in my pictures. The hot end is coming out quite a lot. On other pictures you can only see the hot end threads and the Mini is known for problems on the hot end. So before I go and buy a dry box, I'm going to check for mechanical problems. Printer is still used and not new.
RE:
I was able to push the hot end up by around 2mm. Readjusted the Spinda and calibrated my Z again. Unloading the filament is much more easier now. Also did a cold pull but there was nothing strange.
Print still looks bad and I have this crackling sound. It's so strange, the Ender prints it with 240°C and no crackling at all. I even lowered it to 230°C on the Prusa because it looks like it melted too much. I hope you understand what I'm trying to say.
Could it be that the nozzle is the culprit? Found a topic on Reddit where someone got rid of the crackling after changing the nozzle. Also thinking about ordering PETG from Prusa.
Tomorrow I'm also going to try PLA and see if it makes a difference.
Gotta say that it's kind of discouraging. Bought the Mini because of reviews and thought it's good that the hard- and software are from the same company. Don't want to end up tinkering as much as my friend does on his Ender.
RE: PETG print looks bad and shows stringing
Wild thoughts:
Maybe you have damaged thermistor somehow and it gives bad reads and thus the hot end is heated too much and it actually is cooking the filament (instead of melting).
Also try to reattach cables to the board, maybe there is a bad contact that influences the reading values of the sensor.
See my GitHub and printables.com for some 3d stuff that you may like.
Dry the filament before trying anything else.
Cheerio,
RE:
Went to my friend today. He used my PETG again on his Ender 3. There was no crackling or popping sound, it just printed beautifully at 240°C. Is the Mini picky when it comes to PETG? Might order a spool of Prusa PETG.
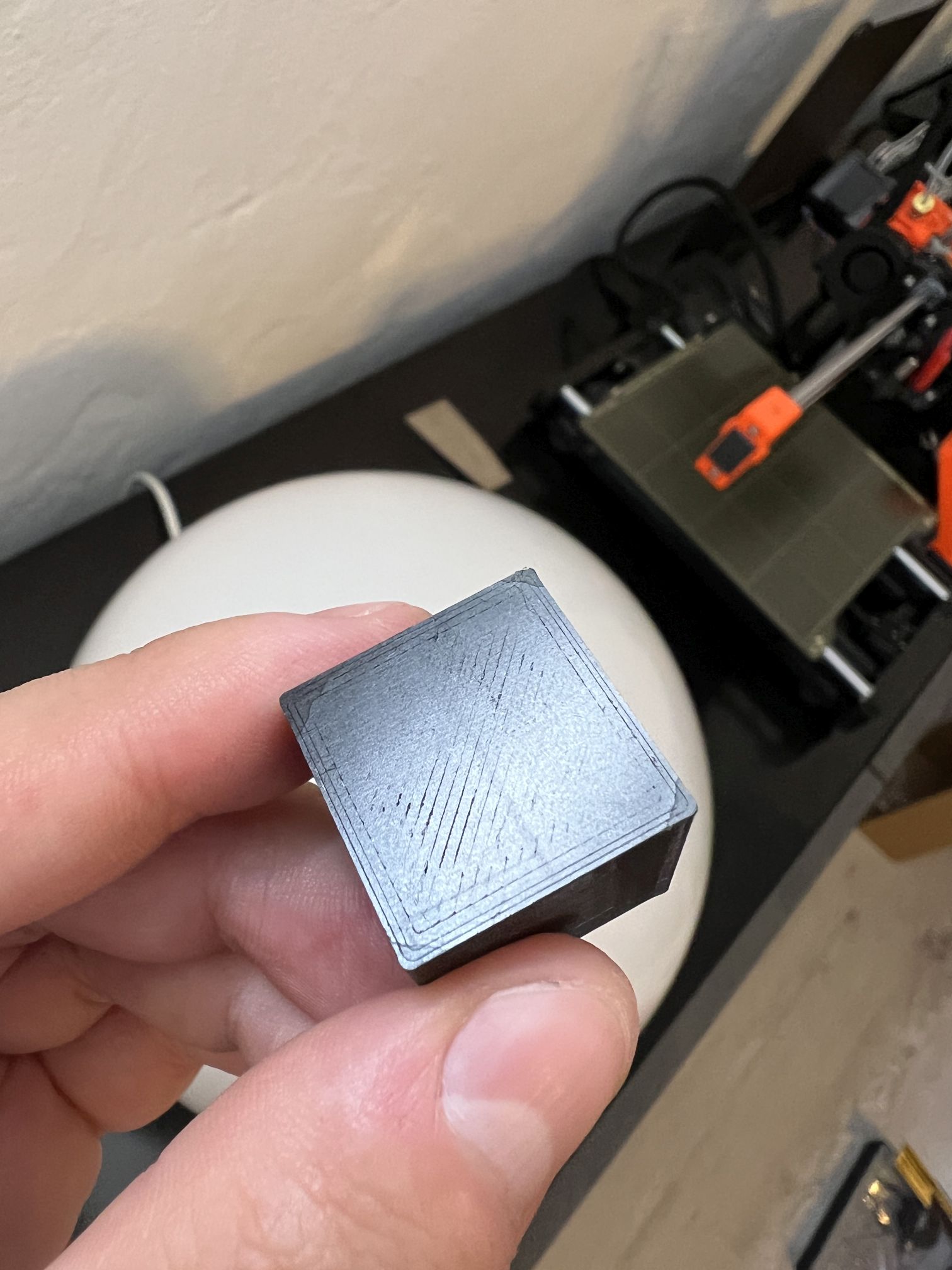
But I tested the Mini with Prusa PLA today. Used the standard profile and didn't change anything. Print came out pretty good compared with the PETG one. Could it be that I have under extrusion? And what is this seam in my print? What could I change to make it look better? Z calibration looks damn good, so I don't understand why the first layer looks like this.



RE: PETG print looks bad and shows stringing
A calibration of the linear advance value for your filament can help fill those gaps in the first layer. This value is different for each filament type. Read this page and perform the process described there:
https://help.prusa3d.com/article/linear-advance_2252
Humour us; dry it first - and your first layer 'Z' calibration is too high, not enough squish.
Cheerio,
RE: PETG print looks bad and shows stringing
Crazy thought since you got it used...
Have you confirmed your nozzle diameter?
RE: PETG print looks bad and shows stringing
He said that it's still the first nozzle, so it should be okay. PLA looks promising but I'm still testing. I can't get a perfect first layer adjustment. If I set it too low, the nozzle scratches the filament and if I set it a bit higher, the first layer isn't perfect. Seems like I have a bit of under-extrusion, so I wanted to calibrate that too.
Maybe it's really the filament since Prusa PLA looks really good so far. If I get PLA prints to look perfect, I will try it again with Prusa PETG. The Eryone PETG still prints fine on the Ender.
What are those "bumbs" on the corners of the cube?

RE:
Corners are always a difficult thing for printers to deal with, so those bumps you're seeing are actually very telling.
Normally, unless you've meticulously tuned your pressure/linear advance, you'll see some sort of under/over extrusion specifically with the mini because of the bowden tube (pressure at the nozzle will lag behind the extruder force). But it looks like you might have a bit of backlash on your Y-axis -- It looks like you're slightly overshooting in the Y-direction for those corners. It's definitely not too serious, and likely isn't the root cause of your issues, but it would probably be worthwhile at some point to check your Y-axis stepper's grub screw tightness, and make sure the belt tension is good.
First layer squish looks good on that cube, so there's that. Slight edge lifting though (on all 4 corners), which is somewhat weird for PLA. Normally you wouldn't see any warping, especially with something that small.
What exactly do you mean by "if I set it too low, the nozzle scratches the filament"?
On to the main issue though... considering this is looking more and more like an underextrusion issue, that would be the first thing to properly test. The "most proper" method can be found here. Going this route really depends on how comfortable you are with connecting to the printer and manually sending gcode.
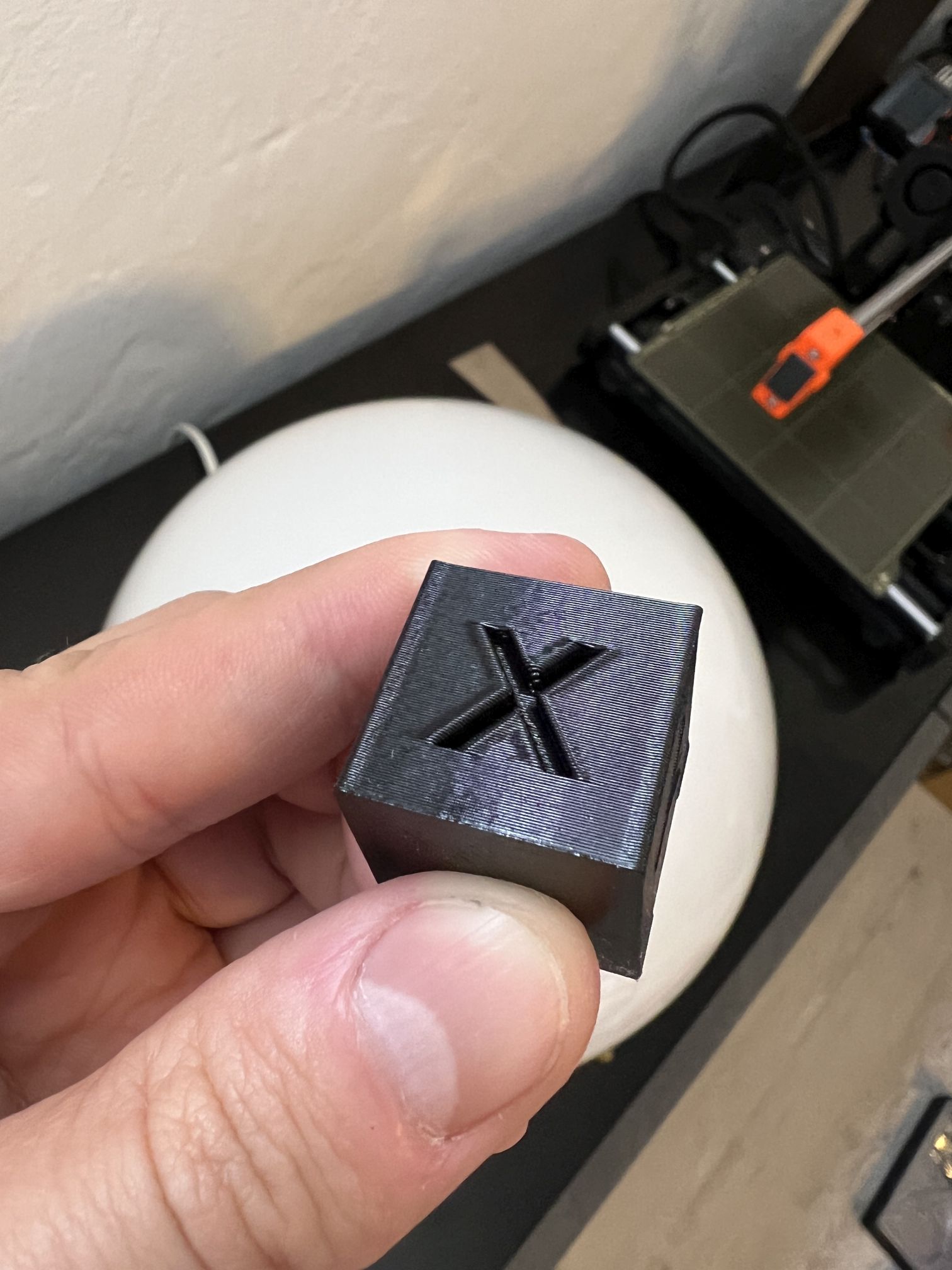
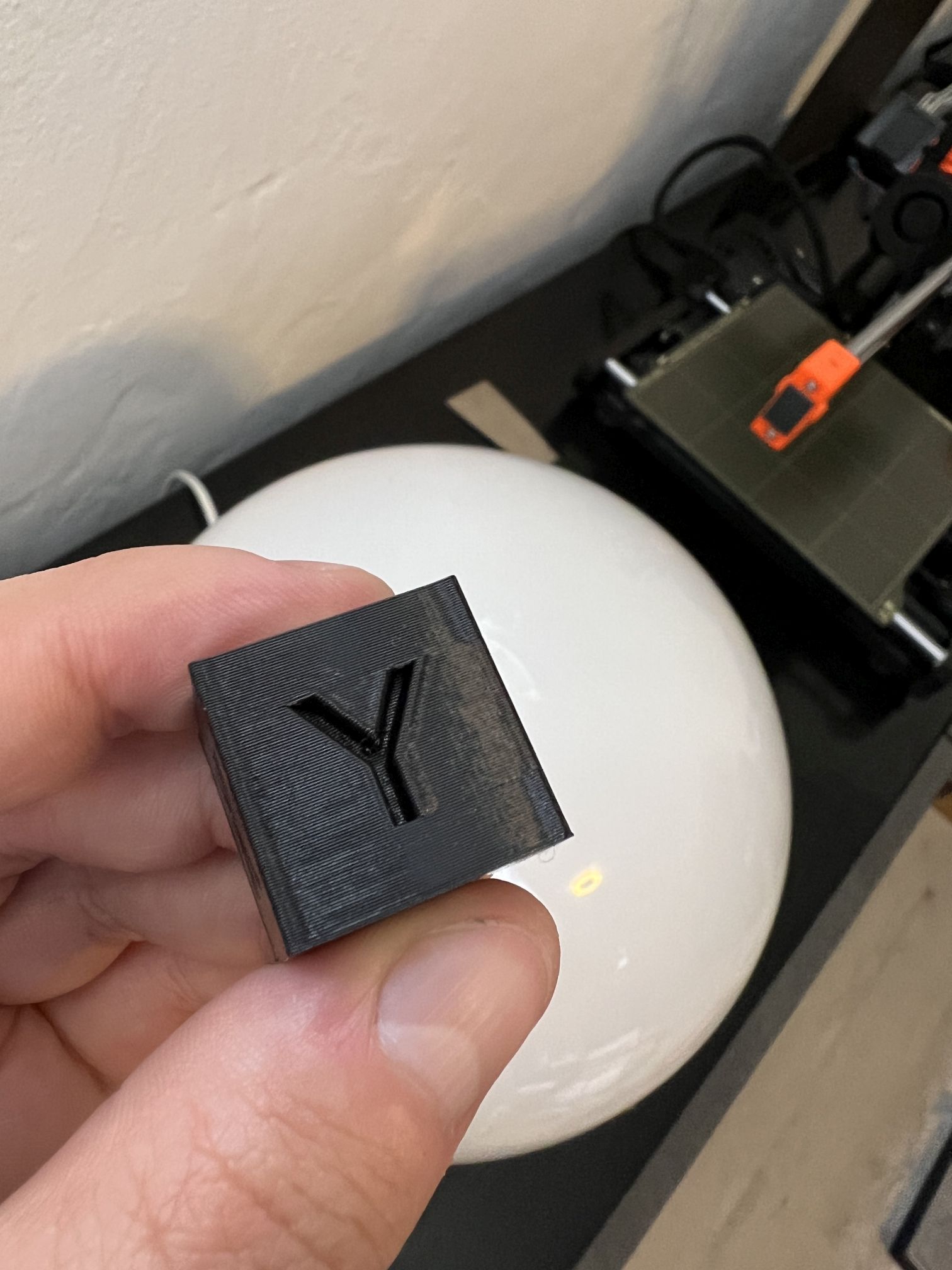
A longer but still valid way to test extrusion is to test with some more cubes...
In PrusaSlicer, make a basic cube, resize to 10mm on a side. You can lower the height to 5mm to save time -- that will still be enough to show results.
For your print settings:
- Perimeters: 1
- Bottom/top infill layers: 0
- Infill: 100% aligned rectilinear
- Infill angle: 0
For your filament settings, you will be adjusting the extrusion multiplier to see how the cube behaves. Start with 1.0 and run a test print. If the cube doesn't look like it's bulging, try again with 1.1. Keep raising by 0.1 until you notice bulge, then start to split the difference.
It's a rough method, but if you end up breaking even with an extrusion multiplier greater than 1, then that confirms the underextrusion issue.