Inconsistent First Layer Squish
I'm getting some inconsistency on my first layer. When I run the z index calibration it looks good, but to get this way I've had to put it all way down to -1.92.
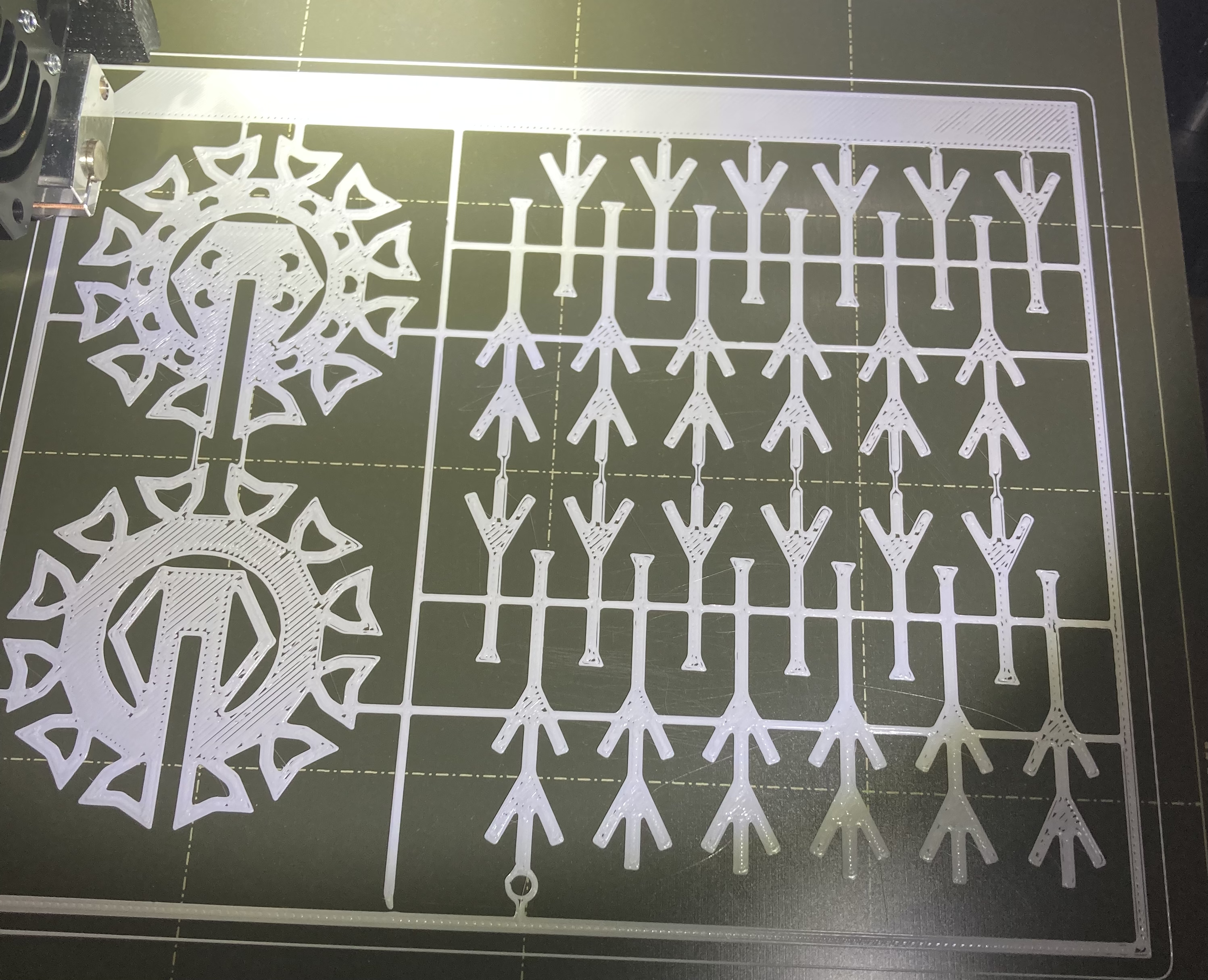
You can see in the photo there are some spots I get a really tight first layer, but in others there are gaps. You can see this especially in the top box where the top right has gaps but as it goes across to the left it fills in.
Any ideas other than continuing to adjust the z axis? I've tried cleaning the bed with soap and water and I use 91% ipa to clean the bed before every print.
Try enabling 7x7 mesh-bed levelling - LCD menu.
Cheerio,
RE: Inconsistent First Layer Squish
This doesn't appear to be an option on the mini
RE:
When I run the z index calibration it looks good, but to get this way I've had to put it all way down to -1.92.
Z-offset value means absolutely nothing, because it depends on distance between SuperPINDA and print sheet on your printer. If you wish to have your Z-offset somewhere more in the middle (between 0 and -2), then you need to decrease the distance by about an half of millimeter. That is, recommended distance between bottom of SuperPINDA and print sheet is about 1.5mm.
Anyway, I advise you do adjust SuperPINDA in case you plan to use textured print sheet in future. Textured (and satin) print sheet is thinner than smooth print sheet and if you leave your SuperPINDA as it is, you won't be able to make first layer calibration on textured sheet.
After you adjust SuperPINDA, run first layer calibration again, by starting with default (zero) offset. Needless to say, make sure you use dry filament.
Gaps in layer can also occur because of inconsistent (uneven) extrusion. Reason for that can be wet filament, partially blocked hotend, too big temperature fluctuations, extruder not working properly (wrong tension setting, dirty gears inside).
[Mini+] [MK3S+BEAR]